碳 C :1.00
矽 Si:0.91
錳 Mn:0.32
鉻 Cr:8.00
鉬 Mo:2.00
釩 V:0.28
磷 p:0.007
硬度:退火,255~210HB,淬火,≥62HRC
DC53
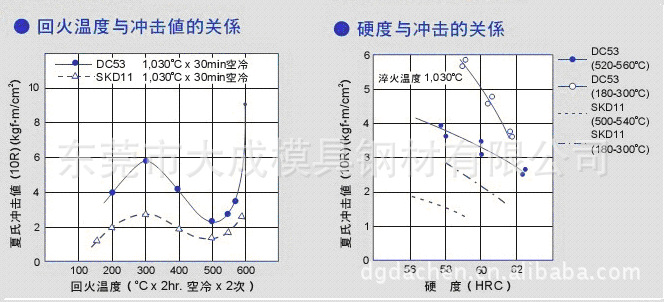
DC53是SKD11的改良版本.韌性及線切割性能更優越.DC53熱處理後硬度高於SKD11,高溫(520-530℃)回火後可達62-63HRC高硬度,
在強度和耐磨性方面DC53超過SKD11。C53磨損試驗圖和鑽頭工具壽命圖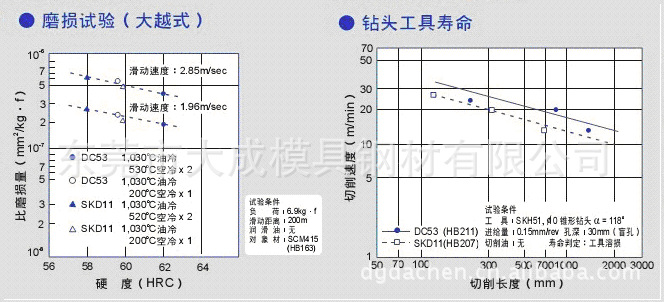
在強度方面超過SKD11。DC53韌性理SKD11的2倍。
因此,用DC53制造的很少出現裂紋和崩裂,大大提高瞭使用壽命。線切割加工後的殘餘應力,經高溫回火減少瞭殘餘應力。因此,大型模具和要求精密之模具在線切割加工後的裂紋和變形得到抑制。
在研磨性優於SKD11,使用DC53可增加工具模具壽命和減少加工工序。切削性超過SKD11。切削性優於SKD11。因此,使用DC53可增加模具壽命和減少加工工序。
用途:沖栽模具/冷作成型模具/冷拉模具/成型軋輥/沖頭/線切割加工的精密沖裁及各種用途沖壓模/難加工材料的塑性變形用具。
1、沖栽模具、冷作成型模具、冷拉模具
2、成型軋輥、沖頭
3、線切割加工的精密沖裁及各種用途沖壓模
4、難加工材料的塑性變形用具
精密沖壓模線加工精密沖模及各種用途沖壓模,難加工的材料塑性變形用工具,冷鍛深拉和搓板絲用模,高速沖頭和不銹鋼板沖頭。
1、被切削性,被研磨性良好:被切削性,被研磨性皆比SKD11優秀,所以加工工具壽命較長,加工工時數較省。
2、在熱處理上之優點:淬火硬化能比SKD11高,所以可改善真空熱處理時硬度不足之缺陷。
3、在線切割加工上之優點:藉高溫回火可減輕殘留應力及消除殘留沃斯田鐵,能防止線切割加工產生龜裂、變形之困擾。
4、在表面硬化處理上之優點:表面硬化處理後表面硬度比SKD11高,因此可提高模具性能。
5、在修補焊接作業上之優點:由於預熱及後熱溫度均比SKD11低,所以修補焊接作業較簡便。
6、氮化處理:工件經氮化處理後表面獲得致密的硬化層組織,使工件的耐磨性與抗蝕性顯著提高。525℃氣體氮化處理後表層硬度約1250HV,570℃軟氮化處理表層硬度約950HV。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。