| 化學成分 % | C | Si | Mn | Cr | Mo | Ni | V | N |
| 0.25 | 0.35 | 0.55 | 13.3 | 0.35 | 1.35 | 0.35 | + | |
| 標準規范 | AISI 420,改良型。 | |||||||
| 出廠狀態 | 軟性退火至約250HB。 | |||||||
| 溫度℃ | 20 | 200 | 400 |
| 密度kg/m3 | 7740 | - | - |
| 彈性模量MPa | 210000 | 200000 | 180000 |
| 熱膨脹系數per℃ from20℃ | - | 11.1x10-6 | 11.7x10-6 |
| 熱導率*W/m℃ | - | 20 | 24 |
| 比容J/kg℃ | 460 | - | - |
*基於熱傳導系數的測量實驗是異常困難的,數值的最大偏差約15%。
所有試樣都取自407x203mm圓棒。
| 硬度 | 50HRC | 45HRC |
| 抗拉強度, Rm | 1780MPa | 1500MPa |
| 屈服強度, Rp0.2 | 1290MPa | 1200MPa |
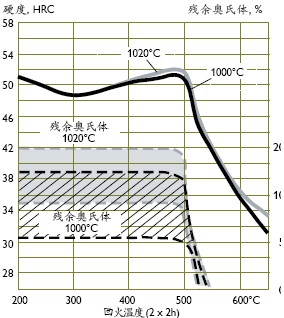
| 溫度/℃ | 保溫時間/分 | 回火前硬度 |
| 1020 | 30 | 55±2HRC |
| 1000 | 30 | 54±2HRC |
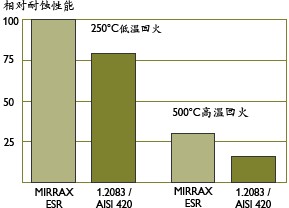
因為Mirrax ESR具有優良的抗腐蝕性能,所以必須采用特別的光蝕刻花程序。這特性亦已廣泛被光蝕刻花公司熟悉。



新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。