



慈溪市億源金屬材料有限公司成立於2008年,專業經營各類規格的模架、Cr12圓鋼及鍛件、718鍛件、3Cr2W8圓鋼及鍛件、T10鍛件、H13鍛件、45#圓鋼、彈簧鋼、T8鍛板等,並配有大型加工設備,為客戶提供一條龍的優質服務。歡迎廣大客戶來人來電咨詢、洽談業務。我們的宗旨:隻要您有需要,一定竭盡所能為您辦到。
用途:H13模具鋼用於制造沖擊載荷大的鍛模,熱擠壓模,精鍛模;鋁、銅及其合金壓鑄模。
特性電渣重容鋼,該鋼具有高的淬透性和抗熱裂能力,該鋼含有較高含量的碳和釩,耐磨性好,韌性相對有所減弱,具有良好的耐熱性,在較高溫度時具有較好的強度和硬度,高的耐磨性的韌性,優良的綜合力學性能和較高的抗回火穩定性 用途:用於制造沖擊載荷大的鍛模,熱擠壓模,精鍛模;鋁、銅及其合金壓鑄模。 H13熱處理工藝
1.預先熱處理 市場上供應的H13鋼鋼材和模坯,在鋼廠都已作好退火熱處理,保證瞭具有良好的金相組織,適當的硬度,良好的加工性,無需再進行退火。但制造廠進行改鍛後破壞瞭原來的組織和性能,增加瞭鍛造應力,必須進行重新退火。
等溫球化退火工藝為:860~890℃加熱保溫2h,降溫到740~760℃等溫4h,爐冷到500℃左右出爐。
2.淬火及回火 要求韌性好的模具淬火工藝規范:加熱溫度1020~1050℃,油冷或空冷,硬度54~58HRC;要求熱硬性為主的模具淬火工藝規范、加熱溫度1050~1080℃,油冷,硬度56~58HRC。
推薦回火溫度:530~560℃,硬度48~52HRC;回火溫度560~580℃;硬度47~49HRC。
回火應進行兩次。在500℃回火時,出現回火二次硬化峰,回火硬度最高,峰值在55HRC左右,但韌性最差。因此,回火工藝應避開500℃左右為宜。根據模具的使用需要,在540~620℃范圍內回火較好。
淬火加熱應進行兩次預熱(600~650℃,800~850℃),以減少加熱過程產生熱應力。
3.化學熱處理 H13鋼若進行氣體滲氮或氮碳
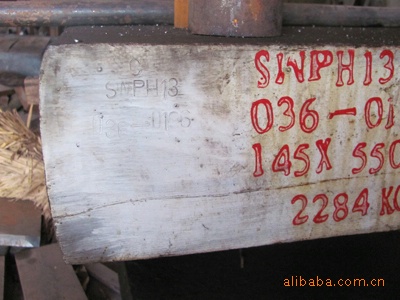
圖片展示:







聯系方式
- 聯 系 人: 張群部門:財務部職位:主管
- 經營地址: 中國浙江 慈溪市 周巷鎮大古塘村橫江
- 郵 編: 315324
- 固定電話: 86 0574 63328055
- 傳 真: 86 0574 63315622 免費試用電子傳真
- 手 機: 013968228998
- 電子郵箱: [email protected]
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
用途:用於制造沖擊載荷大的鍛模,熱擠壓模,精鍛模;鋁、銅及其合金壓鑄模。 H13熱處理工藝
1.預先熱處理 市場上供應的H13鋼鋼材和模坯,在鋼廠都已作好退火熱處理,保證瞭具有良好的金相組織,適當的硬度,良好的加工性,無需再進行退火。但制造廠進行改鍛後破壞瞭原來的組織和性能,增加瞭鍛造應力,必須進行重新退火。
等溫球化退火工藝為:860~890℃加熱保溫2h,降溫到740~760℃等溫4h,爐冷到500℃左右出爐。
2.淬火及回火 要求韌性好的模具淬火工藝規范:加熱溫度1020~1050℃,油冷或空冷,硬度54~58HRC;要求熱硬性為主的模具淬火工藝規范、加熱溫度1050~1080℃,油冷,硬度56~58HRC。
推薦回火溫度:530~560℃,硬度48~52HRC;回火溫度560~580℃;硬度47~49HRC。
回火應進行兩次。在500℃回火時,出現回火二次硬化峰,回火硬度最高,峰值在55HRC左右,但韌性最差。因此,回火工藝應避開500℃左右為宜。根據模具的使用需要,在540~620℃范圍內回火較好。
淬火加熱應進行兩次預熱(600~650℃,800~850℃),以減少加熱過程產生熱應力。
3.化學熱處理 H13鋼若進行氣體滲氮或氮碳
聯系方式
- 聯 系 人: 張群部門:財務部職位:主管
- 經營地址: 中國浙江 慈溪市 周巷鎮大古塘村橫江
- 郵 編: 315324
- 固定電話: 86 0574 63328055
- 傳 真: 86 0574 63315622 免費試用電子傳真
- 手 機: 013968228998
- 電子郵箱: [email protected]
新手教學

批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




