無錫市嶸晟華鋼業有限公司煉鋼廠配有:AOD精煉爐(自產12T—4套, 15T—2套,18T—4套,年產不銹鋼鋼錠3萬噸的精煉生產線);穿孔廠配有:(穿孔機—太礦產∮150M/M-1臺;∮90M/M-1臺;∮75M/M-1臺;∮50M/M-1臺,年產2萬噸的不銹鋼無縫管生產線);無縫管廠配有:冷拔機(各類冷拔機共計26臺,有雙線長行程冷軋管機7臺;斜底式加熱爐3臺,∮630大口徑液壓機,年產2萬噸以上不銹鋼無縫管); 【供應材質】:0Cr18Ni9(304不銹鋼管)、00Cr19Ni10(304L不銹鋼管)、0Cr17Ni12Mo2(TP316L不銹鋼管)、00Cr17Ni14Mo2(國標316L不銹鋼管)、1Cr18Ni9Ti(國標321不銹鋼管)、0Cr19Ni10Ti(TP321不銹鋼管)、0Cr25Ni20(310S/2520耐熱不銹鋼管等,因供應國內重要工程需要,公司現正致力於生產高端耐腐蝕鋼種,如347,309S,雙相鋼(2205,2507),合金鋼等. 【產品規格】:不銹鋼無縫管Φ6--630mm×1--50mm 【檢驗標準】:GB/T14975-2202,GB/T14976-2002,BG13926-91,ASTMA312,ASTMA213.配置有HILGER直讀光譜機、紅外CS分析機、萬能材料實驗機、硬度計、超音波檢驗、渦流檢驗(NE-30B型霍士德)、晶間腐蝕試驗,金相顯微機,水壓機等,為同行業檢測設備最齊全的廠傢。 【應用和認證】:產品廣泛應用於石油、化工、航天、航空、核電站、鍋爐熱交換器、制藥、食品、造紙、化纖、建築等領域。已通過特種設備生產許可證,中國船級社認證,韓國船級社認證,ISO質量管理體系認證,PED歐盟承壓設備工廠認證,GB/T14001環境管理體系認證等。
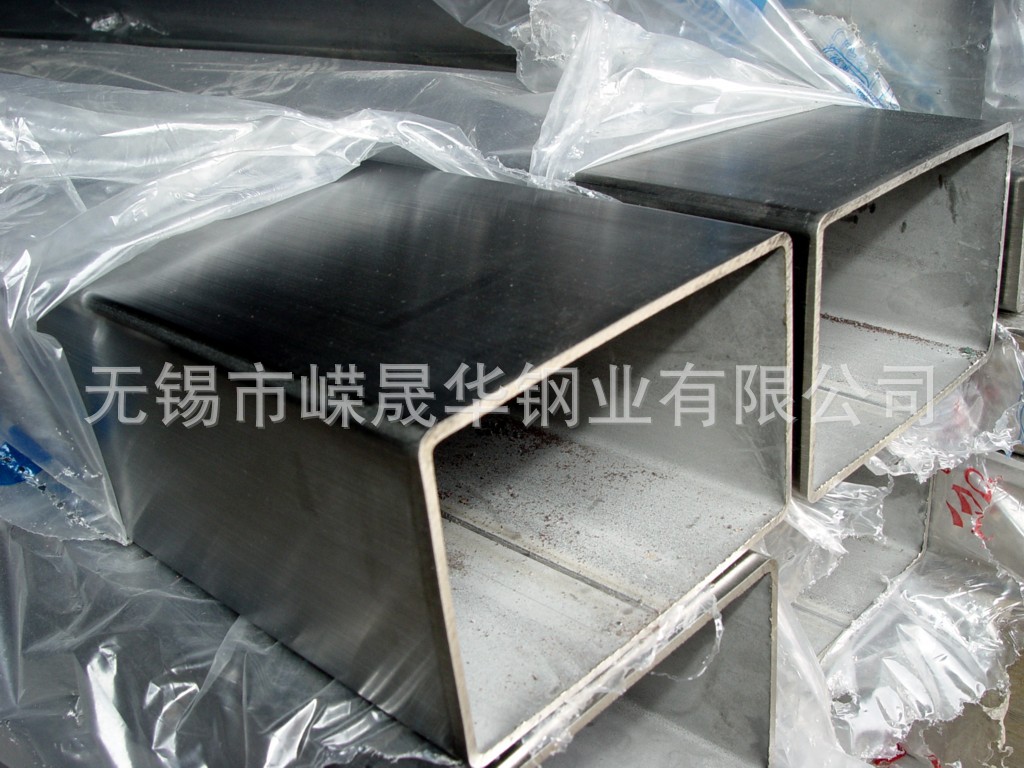
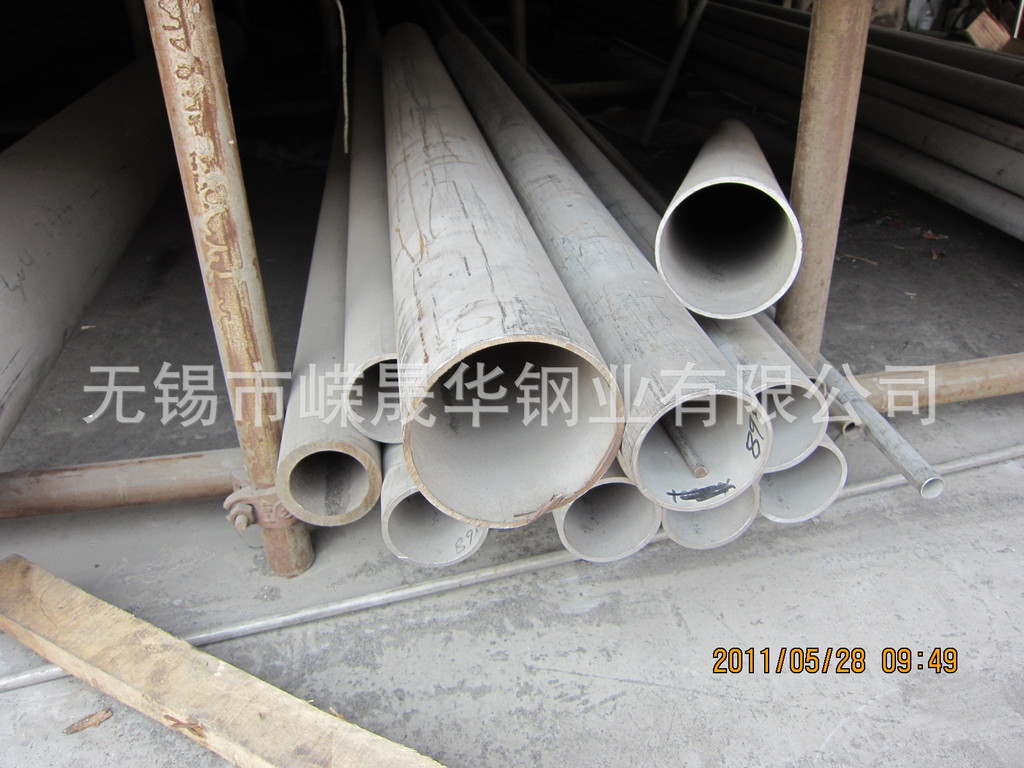
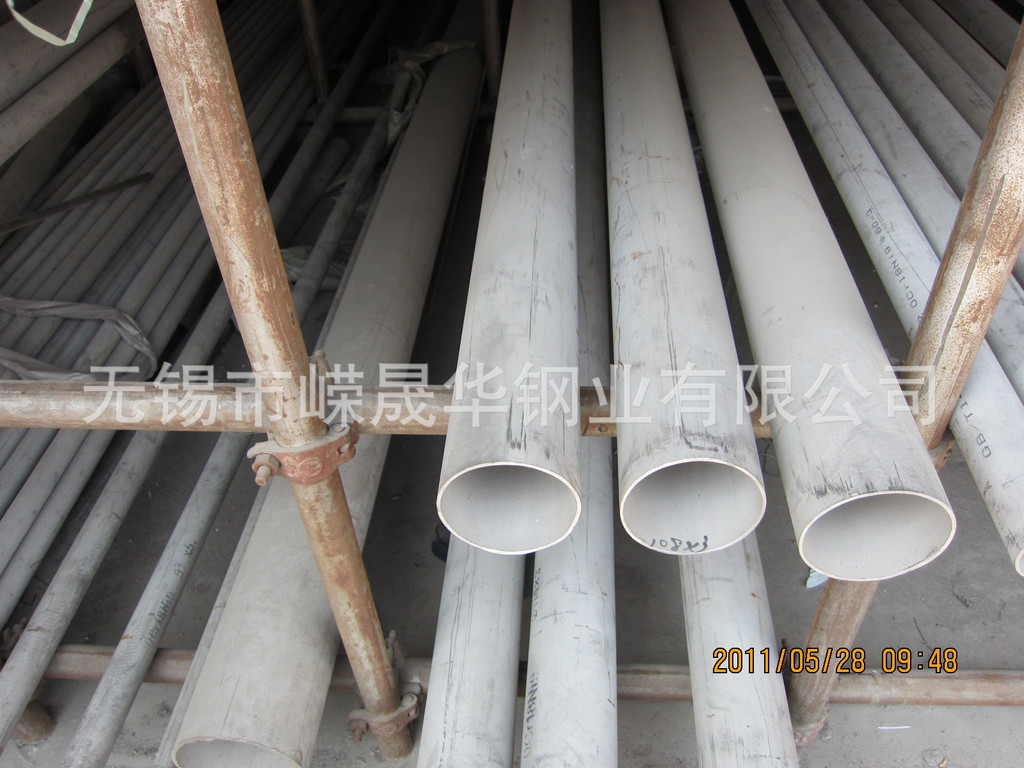
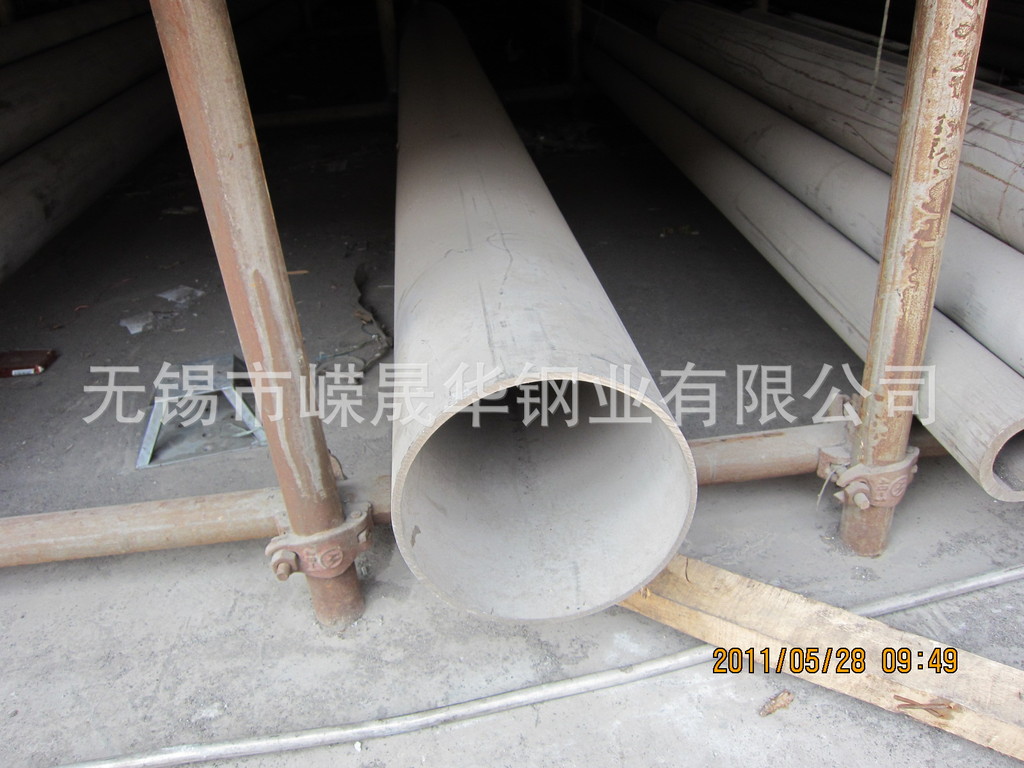
不銹鋼無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。該產品的壁厚越厚,它就越具有經濟性和實用性,壁厚越薄,它的加工成本就會大幅度的上升;該產品的工藝決定它的局限性能,一般無縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本高,且內外表還有麻點、黑點不易去除;它的檢測及整形必須離線處理。因此它在高壓、高強度、機械結構用材方面體現瞭它的優越性。 定義: 不銹鋼無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。不銹鋼無縫管的特點: 其一、該產品的壁厚越厚,它就越具有經濟性和實用性,壁厚越薄,它的加工成本就會大幅度的上升;其二、該產品的工藝決定它的局限性能,一般無縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本高,且內外表還有麻點、黑點不易去除;其三、它的檢測及整形必須離線處理。因此它在高壓、高強度、機械結構用材方面體現瞭它的優越性。 不銹鋼無縫管的種類: 接軋制方法分熱軋、熱擠壓和冷拔(軋)不銹鋼管。 按不銹鋼金相組織不同分半鐵素體半馬氏體系不銹鋼無縫管、馬氏體不銹鋼無縫管、奧氏體系不銹鋼無縫管、奧氏體-鐵素鐵系不銹鋼無縫管等。 不銹鋼管規格及外觀質量: A、按GB14975-2002《不銹鋼無縫鋼管》規定,鋼管通常長度(不定尺)熱軋鋼管1.5~10m,熱擠壓鋼管等於和大於1m。冷拔(軋)鋼管壁厚0.5~1.0mm者,1.0~7m;壁厚大於1.0mm者,1.5~8m。B、熱軋(熱擠壓)鋼管的直徑54~480mm共45種;壁厚4.5~45mm共36種。冷拔(軋)鋼管的直徑6~200mm共65種;壁厚0.5~21mm共39種。C、鋼管內外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結疤缺陷存在,這些缺陷應完全清除掉(供機械加工用管除外),清除後不得使壁厚和外徑超過負偏差。凡不超過允許負偏差的其他輕微表面缺陷可不清除。D、直道允許深度。熱軋、熱擠壓鋼管、直徑小於和等於140mm的不大於公稱壁厚的5%,最大深度不大於0.5mm;冷拔(軋)鋼管不大於公稱壁厚的4%,最大深度不大於0.3mm。E、鋼管兩端應切成直角,並清除毛刺。不銹鋼無縫管的制造工藝:1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,並經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐後要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔後,圓管坯就先後被三輥斜軋、連軋或擠壓。擠壓後要脫管定徑。定徑機通過錐形鑽頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鑽頭的外徑長度來確定。鋼管經定徑後,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻後,就要被矯直。鋼管經矯直後由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢後還要通過嚴格的手工挑選。鋼管質檢後,用油漆噴上編號、規格、生產批號等。並由吊車吊入倉庫中。2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→塗油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空後,要打頭,退火。退火後要用專門的酸性液體進行酸洗。酸洗後,塗油。然後緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理後,就要被矯直。鋼管經矯直後由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢後還要通過嚴格的手工挑選。鋼管質檢後,用油漆噴上編號、規格、生產批號等。並由吊車吊入倉庫中。 1、生產制造方法 按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。1.1、熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查並清除表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然後送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。最後經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。1.3、擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。 2、化學成分檢驗 2.1、按化學成分和機械性能供應的國產無縫管,如10、15、20、25、30、35、40、45和50號鋼的化學成分應符合GB/T699-88的規定。進口無縫管按合同規定的有關標準檢驗。09MnV、16Mn、15MnV鋼的化學成分應符合GB1591-79的規定。2.2、具體分析方法參照GB223-84《鋼鐵及合金化學分析方法》的有關部分。2.3、分析偏差參照GB222-84《鋼的化學分析用試樣及成品化學成分允許偏差》。 3、物理性能檢驗 3.1、按機構性能供應的國產無縫管,普通碳素鋼按GB/T700-88的甲類鋼制造(但必須保證含硫量不超過0.050%和含磷量不超過0.045%),其機械性能應符合GB8162-87表內所規定的數值。3.2、按水壓試驗供應的國產無縫管必須保證標準所規定的水壓試驗。3.3、進口無縫管的物理性能檢驗按合同規定的有關標準進行。2、用途 2.1、無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量最多,主要用作輸送流體的管道或結構零件。2.2、根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用於承受液體壓力,也要進行水壓試驗。2.3、專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。3、種類3.1、無縫鋼管按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。3.2、按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。3.3、按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不銹管等。3.4、按專門用途分,有鍋爐管、地質管、石油管等。 無錫市不銹鋼價格:13961796483邰經理 13771055157小李 0510-83858380 13382210791小陳 83859860 13382210356小王 83855060 13382210539小劉 83855622 18915326627小沈 無錫市嶸晟華鋼業有限公司網址:http://www.wuxi304.cn http://www.wuxi304l.com http://www.1500bxg.com http://www.8kbxg.com |