| 類型 | 輥道輸送機 | 品牌 | 金龜 |
| 型號 | T51-1×30 | 輸送能力 | 0(t/h) |
| 功率 | 0(KW) |
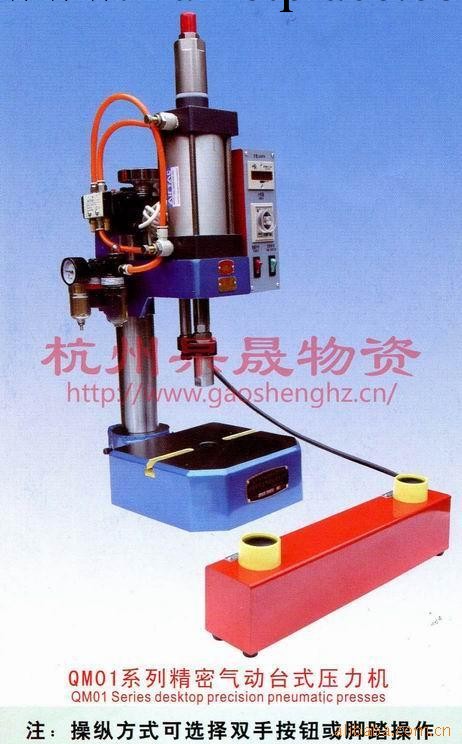
一、產品型號、名稱和適用範圍
本產品為T51系列單面推進輥式送料裝置,適用於條料、卷料在壓力機上進行沖裁,彎曲、成形等工藝時自動送料,因設有抬輥機構,也適用於較精密的跳步模沖裁送料。
二、主要技術參數
型號 | T51-1*30 | T51-1*60 | T51-1*120 | |
最大送料長度(毫米) | 偏心輪聯接 | 0~30 | 0~30 | 0~30 |
滑塊體聯接 | 5.5~51.8 | 5.5~51.8 | 5.5~51.8 | |
送料厚度(毫米) | 0.1-1 | 0.1-1 | 0.1-1 | |
送料寬度(毫米) | 5-30 | 5-60 | 10-120 | |
最大送料速度(米/分) | 0~10 | 0~10 | 0~10 | |
送料精度(毫米) | ±0.1 | ±0.1 | ±0.1 | |
材料線高度 | 53-61 68-81 | 53-61 68-81 | 53-61 68-81 | |
三、外形
見附圖。
四、主要結構及工作原理
此裝置是利用輥和帶料間的摩擦力向前送料的,因沒有往復運動,故送料速度高,送料節徑範圍亦大,本裝置採用以銷定位,以彈簧調節兩輥與材料之間隙從而增加對材料的接觸壓力,並減少了兩輥和材料之間的相對滑動的新結構,提高了送料精度。
輥的運動是從與壓力機連接的T型塊(件07)傳遞過來的,通過超越離合器和送進輥間歇地將料推向前方。
送進輥右端裝有閘瓦式制動器,閘瓦式抱合力由彈簧產生彈簧力可調,在送進輥輪上方裝有壓緊輥,壓緊力也由彈簧產生彈簧力可調。
五、安裝
送料裝置由連接板(件01)與壓力機用螺釘連接,位置可由用戶需要和壓力機構造的許可選擇橫向或縱向送料,再使其連接頭(件06)與壓力機傳動部位連結,使T型塊(件07)能隨著壓力機的運動而擺動,因壓力機工作時衝擊力較大,裝置與壓力機連接處,必須採取螺釘防松措施。
六、操作與使用
1、帶料調整:送料裝置安裝好後,將要輸出的帶料或卷料準備好,在送料裝置上鬆開導向機構上的限位圈(件14),提起軸柄(件18),使偏心輪(件16)抬起上箱體(件11、17),把帶料或卷料放入兩輥間,左右移動限位圈來調正帶料合適寬度後,固定限位圈,使帶料在此固定範圍內通過,放下軸柄,調正上箱體上彈簧使兩輥與材料間接觸壓力合適,並注意兩彈簧之間壓力要基本相同,可以試著送料,如送料過程中制動力不夠,調正右端上下制動板(件20、23)上的制動彈簧,使之合適,即可正式送料。
2、節徑調正:T型塊(件07)上與連接頭(件06)連接的T型螺釘的位置,達到節徑調正的目的。
螺釘位置離中心越近,T型塊擺動角度越大,送料節徑也就越大,T型螺釘離中心極限位置為離中心20mm處,其擺動角度為90°。
3、抬輥裝置的使用
為了保證在沖裁時使料處於自由狀態,而設計了抬輥裝置,使用方法是在滑塊下部安裝一個打棒,使其在滑塊下移到下死點前與滾輪(件04)相碰而提起壓緊輥,使材料處於自由狀態。
七、潤滑
本裝置採用分散油杯潤滑的方法。裝置上設有三個油杯,上箱體(件11、件17)上部各有一處,另一處設在T型塊(件07)內主軸中心孔。採用20#機油作潤滑劑,油質必須純淨,不得含有酸性物質,使用油槍向各油杯點及磨擦表面注油,每班不得少於2次。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。