




![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
********************************************************************************************************************************************************************************************************************************************************************************************************************************************************************************************


廠傢直銷 品質保證
電機保修半年 人為因素除外



.............................................................................................................................................................................................................
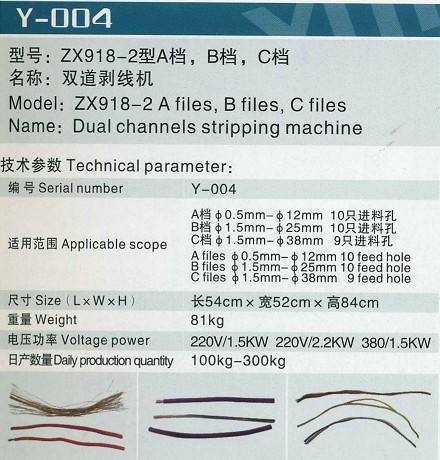
編號:Y—004
型號:ZX918—2型A檔,B檔,C檔
名稱:雙道剝線機
適用范圍:A檔直徑0.5mm—直徑12mm 10隻進料孔
B檔直徑1.5mm—直徑25mm 10隻進料孔
C檔直徑1.5mm—直徑38mm 9隻進料孔
尺寸:長54cm×寬52cm×高84cm
重量:81kg
電壓功率:220/1.5kw 220/2.2kw 380v/1.5kw
日產數量:100kg—300kg
功能與特點:此機為雙道擠壓(10MM以下)
功能,加工單線銅絲、多股線、
散絲等電纜,用刀片剝開絕緣層
經擠壓方式方式出來後,能將
線芯和外皮自動分離出來。
Z918--2型A、B、C檔
1、開動電機,檢查運轉是否正常,進料時查看各檔外包橡塑電纜線直徑的大小,依次逐根進料。
2、為瞭使刀片能夠長久耐用,進料時應將橡塑電纜線的接頭剪掉,以免刀片缺口崩刃。
3、如果進料出來之後出現過深及斷絲現象,註意以下幾點情況:①、應調節進料檔即刀片軸上面兩邊M12螺絲壓力的松緊;
②、在進料時檢查位置是否放錯;
③、刀片是否新換,刃口是否過於鋒利,應用專用油石稍加修整,適度為止。
4、如果進料出來以後,橡塑已經剝開,但銅絲不能吐出。主要有4點情況:①、上軸滾花過深,應用專用油石將上軸加以修磨,但不能過分修磨,過多的修磨容易造成有油性的電纜線難以傳動;
②、彈簧壓力是否過松,應將壓力調緊,能吐即止;
③、電線直徑偏小,或上下軸間隙偏多,應將兩軸間隙調至0 . 4---0 . 6mm ;
④、加工的橡塑電纜線已經發熱,銅絲就不能吐出。
5、如果進料後,劑壓檔不能將電纜傳動過去,料停留在中間,出現的情況有以下幾種情況:
①、檢查各檔皮帶是否有松馳現象;
②、檢查各檔兩邊彈簧壓力是否過緊,沒有頂力,應放松壓力;
③、電纜線油性太多,使兩軸打滑,應經常將兩軸擦幹,(擦幹時,如果機在運轉,請註意安全)。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




