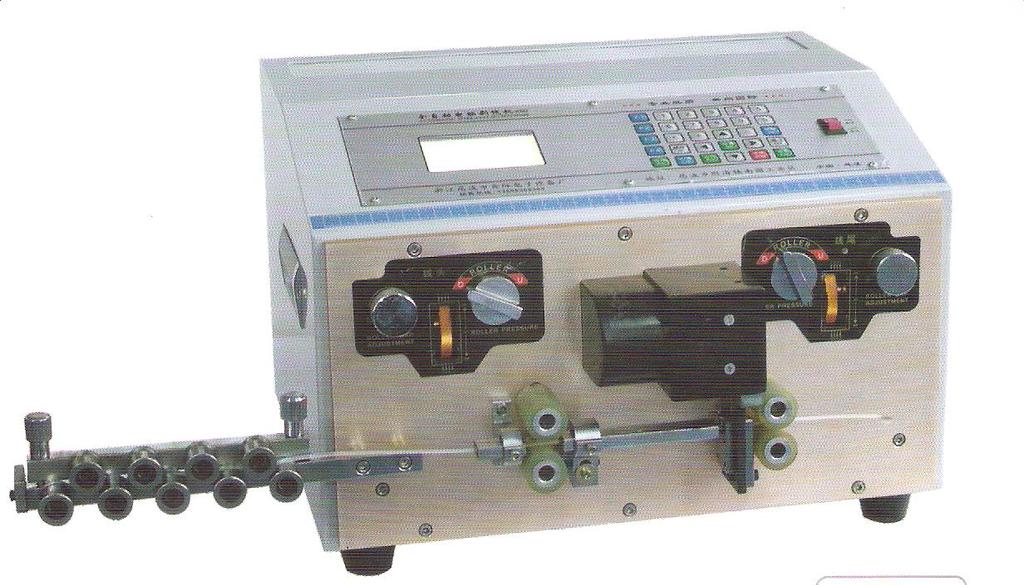
| 最小裁線長度 | 1(mm) | 最大裁線長度 | 99999(mm) |
| 電源電壓 | 220(V) | 剝線范圍 | 35(m㎡) |
| 功率 | 120W-220W(W) | 外形尺寸 | 420x297X345(mm) |
| 重量 | 35(kg) |
電腦部分操作介紹
1.進線:把線穿入進線孔直到進線輪,按[進線]輪子會向前自動輸線。
2.出線:按[出線]輪子會向後自動退線。
3.刪除:在數據輸錯時按[刪除]使數據恢復後再從新輸入所需要的數據。
4.“+”:在待機頁面的情況按[+]鍵,線徑數字會自動往上加,如線徑數據228按[+]鍵數據將變成229,當光標移動在導管、斷線、吹氣、提輪,按[+]鍵是打開此功能。
5.“–”:在待機頁面的情況按[-]鍵,線徑數字會自動往下減,如線徑數據228按[-]鍵數據將變成227,當光標移動在導管、斷線、吹氣、提輪,按[-]鍵是關閉此功能。
6.運行:在數據輸入完畢無誤時按[運行]鍵,使機器工作.
7.停止:按[停止]使機器停止工作。
8.退出:當光標移動在其他功能上,按[退出]鍵,恢復待機頁面,在機器工作情況下按[退出]鍵,機器馬上緊急停止工作。
9.程序:儲存程序號系列,由0-99的100種,0-89程序,脈沖整修為統一標準數據,90-99程序脈沖整修為自定意數據,程序99為超短線功能。
10.中/英:中英文切換。
11.▲▼:光標移動鍵,如▲往上移動鍵,如▼往下移動鍵。
12.F1:
總量88888定量00100 計數00000
線速008 切速008 數量1
|
圖1
F1(1).總量:指設定工作的總產量,輸入數據不能小於定量所輸的數據,如數據小於定量的數據機器將無法工作。
F1(2)定量:輸入定量所需要的數據如100,機器將會工作到100次自動停機,如需再工作機器又將工作100次,定理數據為0—99999,0為無定量數據,機器將不會自動停機,
直到總量的數據才停機。
F1(3)計數:累計總數量。如需清除計數按0數字鍵,
F1(4)線速:指電機驅動輪子送線速度,速度為0-9,0為最慢,9為最快。
F1(5)切速:指電機驅動帶動刀架切線速度,速度為0-9,0為最慢,9為最快。
F1(6)數量:數據為0-9,如數據為1指工作計數1次為1累積計數,如數據為2指工作計數1次為2累積計數,如數據為9指工作計數1次為9累積計數。
13.F2:
脈沖整修07330
|
圖2
脈沖整修:輸入線長數據與實際線長有誤差,可調整脈沖整修數據修整長度誤差,脈沖整修值參考數據為7330,脈沖修整數據增大線長度度將會變長,脈沖修整數據減小線長度將會變短。
F3:
線經228退刀008 線尾深度-00
|
圖3
F3(1)線徑:指驅動傳出的刀架的步數裁線面積,控制線頭線尾切皮深度,線徑數據越大驅動傳出步數越大,切皮深度越深,線徑數據越小驅動傳出步數越小,切皮深度越淺,如兩端切皮太深傷到或切斷銅絲需減小線徑數據,線經數據增大或減小1個數據,切的深度將會變動0.05mm,參考數據為228。
F3(2)退刀:指刀片切入一定深度後退開一定大小剝出電線線皮,退刀數據大小與電線粗細相對應,電線越粗退刀數據越大,電線越細退刀數據越小,基本參考數據:0.2mm平方(24號)線材,退刀為4, 0.5mm平方(20號)線材,退刀為7, 1mm平方(18號)線材,退刀為10, 2mm平方(14號)線材,退刀為16, 4mm平方(12號)線材,退刀為22, 6mm平方(10號)線材,退刀為30,退刀數據1指上下刀片切至線芯各退0.02mm.。
F3(3)線尾深度:線尾切痕深度相對於線頭切痕深度增加或減少,線頭線尾均剝皮時,如線頭和線尾切痕深度不一樣,可調整線尾深度可使一致。
14.F4
出線長度020後退長度060
導管開 斷線關 定時000
提輪關吹起 關 刀數1
|
圖4
F4(1)出線長度::線材加工好後,從出線輪沖出的力度,數據越大沖出力度越大,線材沖出越遠,參考數據為20
F4(2)後退長度:切斷線材,進線輪後退的長度,使在導管內的線材往後退回,避免與剝線尾沖突相碰,數據10代表退回1mm,參考數據為60。
F4(3)導管:開和關的功能,開是指導管向上擺動,擺動作用:其剝線尾長度較長時避免碰到導管,按鍵[+]導管開,按鍵[—]導管關。
F4(4)斷線:指線材在輸送的情況下打結或者沒線材,導致出線輪無法壓住線材,將會亮起紅燈,機器將會自動停機,按鍵[+]斷線開,按鍵[—]斷線關。
F4(5)定時:當機器工作到指定的定量後,延時多少秒時間,自動啟動繼續工作。
F4(6)提輪:
F4(6)吹氣:
F4(6)刀數:指上下刀片切斷線的次數,1----9可調節,參考數據為1。
15.設置
線長00100線頭005.0頭剝005.0 線尾005.0尾剝005.0 中間剝 1切00000剝開000.0 2切00000剝開000.0 3切00000剝開000.0 4切00000剝開000.0 5切00000剝開000.0 ▼ 下一頁 |
圖5
線長:所需切割電線的總長度,設定時光標跑到線長,輸入數據即可,輸入100表示100毫米,輸入200表示200毫米,輸入100.5表示100.5毫米,以此類推。
線頭:電線的頭端需要的長度。
線尾:電線的尾端需要的長度。
圖5.1(半剝)
圖5.2(全剝)
頭剝:電線頭端剝開皮的長度,如頭端輸入5mm,頭剝輸入3mm,以此類推頭剝輸入數據小於或等於線頭輸入數據,稱為半剝功能,即是為瞭搬運電線時避免搞亂電線線心的銅絲如以上圖5.1,如線頭輸入5mm,,頭剝輸入5mm,以此類推頭剝輸入數據大於或等於線頭輸入數據,稱為全剝功能,如以上圖5.2。
尾剝:電線尾端剝開皮的長度,如尾端輸入5mm,尾剝輸入3mm,以此類推尾剝輸入數據小於或等於線尾輸入數據,稱為半剝功能,即是為瞭搬運電線時避免搞亂電線線心的銅絲如以上圖3,如線尾輸入5mm,,尾剝輸入5mm,以此類推尾剝輸入數據大於或等於線尾輸入數據,稱為全剝功能,如以上圖4。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

.jpg)