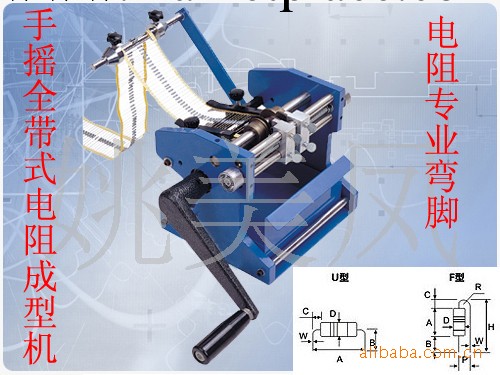
本機采用75X40中文液晶顯示,立體按鍵設計,操作清晰明瞭,電腦控制,可任意設定線長、線頭、線尾及剝線長度;壓線輪細花滾制,真空氮化處理,剝線時不會打滑,不易損傷線皮,壓線輪且不易磨損。選用鎢鋼作為刀具材質,刀口鋒利耐用,尤其是剝編織高溫線時,剝口處不會出現編織毛邊。剝線速度可調節,按一般速度剝200mm長,線頭、尾全剝5mm,一個小時產量為3800條左右,剝線效率高,質量好。
型 號 | AC882-3 | 多剝方式 | 97程序號,前後端二次剝皮 |
顯示介面 | 中文液晶綠屏240×64 | 短線方式 | 98程序號,剝線長3-34 mm |
外型尺寸 | 450×390×320 mm | 中剝方式 | 99程序號,中間四段剝皮 |
工作電源 | AC220V/50HZ | 驅動方式 | 四輪驅動 |
功 率 | 150W | 速 度 | 0-9(0-正常速度,1-調試速度) |
適用線徑 | AWG#12-AWG#32 | 刀具材料 | 高帶鋼、鎢鋼 |
切斷長度 | 1-9999 mm | 剝線質量 | 特好 |
切斷公差 | 1±0.002×2% | 噪 音 | 低 |
前端剝皮 | 0.1-99.9 mm(線頭) | 適用線材 | PVC、鐵氟龍、玻璃線、雙層線 |
後端剝皮 | 0.1-99.9 mm(線尾) |
|
|
第二部分 操作介面說明
一、 鍵盤說明
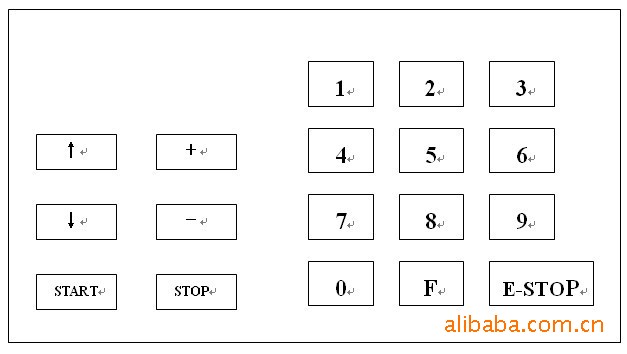
1、↑、↓:光標鍵,利用“↑、↓”鍵移動光標至所需處直接鍵入相應數字即可,也可以通過:“+1、-1”鍵實現修改。
2、E-STOP:緊急停止或CPU進行重置鍵,一般在電腦死機或顯示異常時使用。
3、STOP:停止鍵,機器運行時按下此鍵則完成本次裁線後自動停機。
4、START:起動鍵,按下此鍵則開始裁線。
5、F:功能鍵,按下一次則刀口切合(此時刀口應完全閉合,否則說明刀片磨損超限),再一次按下則刀口張開。
第三部分 顯示說明
1、 程序:是指被加工線材之規格(由線長、線頭、線尾、剝頭、剝尾、線徑、退刀、速度、總量、定量、把數、產量、延時等參數構成)每個程序號儲存一種加工型材,通過變換程序號直接調查用相應的加工型材。
a、程序:00-96
一般剝線使用,即前端剝皮、全長、後端剝皮。
b、程序:97
可切剝雙層線皮即每端或單端剝兩次線皮,適用於特殊加工線(如屏蔽線、電源線等)
c、程序:98專供切剝短線,即線長小於或等於34 mm時必須使用98程序,適用於加工電子連接線。
d、程序:99
中間剝線程序:最多可切剝4段,適用於燈飾、汽車、摩托車配線加工。
2、 送速:是指進線輪和出線輪同時起動所運轉時的速度,1-最慢、9-最快,0-正常速度,視線材粗細而定,線材越粗送速應越慢。
3、 切速:是指刀架部分切線剝皮的速度,速度越快,切力矩越小,1-最慢、9-最快,0-正常速度,線材越粗切速應越慢。
4、 導管:0-延遲最短,9-延遲最長。一般為0,線越大則相應增加。
5、 檢測:開或關;移動光標至該處鍵入“F”即可改變此值,當檢測開關打開,機器剝線時能自動識別;缺線、打結可自動停機。
6、 計數:單或雙;移動光標至該處鍵入“F”即可改變此值,當計數為變時,定量必須設定為偶數,否則定量到時停不瞭機。
7、 蜂鳴:開或關;移動光標至該處鍵入“F”即可改變此值。
8、 延時:0-9延時表示定量到即把數構成一把時機器所要等待的時間;0表示無限延遲,1-9表示延遲1-9秒後自動運行。
9、 總量:總量是指加工本規格線材之總產量。
10、 定量:定量是指加工好每捆線材之數量;當定量等於產量時,把九自動加一,產量歸零。
11、 捆數:每紮線材的數量;捆數×定量=總量。
12、 產量:當前之生產量。
13、 刀值:000&+00;&+符號前面的數字為刀值,後面的數字為退刀;刀值是指線材線芯的相對直徑,將此值調整到切刀切至線皮與線芯之間靠近銅絲即可,線材越粗此值越大,線材越細此值越小。在停機狀態下,鍵入“+、-”直接改變刀值。
14、 退刀:—+符號後面的數字為退刀;退刀是指切刀切至刀值數值後,兩切刀回退之數值;以幫助輕松剝皮,倘若退刀值為0即無退刀動作,則產生的效果是刮傷銅絲或剝不開皮。一般設置為5-15,線皮越粗此值越大,線皮越細則越小。
15、 線長:是指整條線材之全長。
16、 線頭:是指前端至剝皮處的長度:此時小數點出現,小數點分辨率為0.25mm。
17、 剝頭:是指前端剝皮所需剝開的長度,當剝頭≥線頭時為全剝,剝頭≤線頭時為半剝。
18、 線尾:是指後端線材所需剝開的長度,此時小數點出現,小數點分辨率為0.25mm。
19、 剝尾:是指後端至剝皮處的長度,當剝尾≥線尾時為全剝,剝尾≤線尾時為半剝。
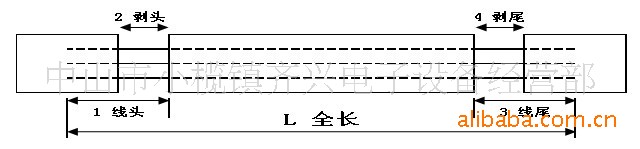
圖示一:程序為00-96、98時出現圖示一,一般裁線程序圖示。
圖示二:程序為99時出現圖示二,中剝設定順序必須由左至右,所對應的線材加工為從左到右,若設定中剝參數為0000則表示無此中剝動作;中剝設定前、中、後剝時可穿插中剝0000,即空操作。

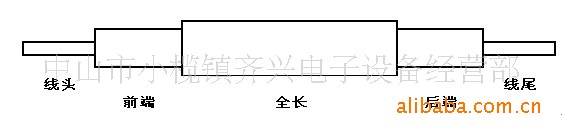
圖示三:程序為97出現圖示三,此程序為多次剝皮專用程序,且前後端剝皮自動為全剝,因此為剝頭剝尾參數;每層皮對應一個刀值和退刀。
第四部分 操作使用說明
開啟電源,機器自動初始化刀具,抬起進線輪旋鈕,把電線穿過導管,且線頭穿過刀口,通過旋鈕放下進線輪,調整間隙旋鈕至相應位置(間隙大小視線材而定);再設定程序號及設置相應參數;接下來便可運行,反復調整刀值和退刀,直到能輕松而快速剝線為止。若滿意(長度準、線頭準、線尾準、不傷銅)則進行生產,若傷線則調大線徑或退刀即可;若線頭線尾有偏差則調整對應小數點,右線長偏差則直接加減(因加工對象不同實際線長可能比設定線長長或短,此乃屬線材本身的塑性引起的誤差)


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。