



瑞典一勝百ASSAB 718HH預硬塑膠模具鋼,庫存有圓料板料。
1.一勝百718HH塑料模具鋼簡介
718HH化學成分 | C | Si | Mn | Cr | Ni | Mo | S |
0.37 | 0.30 | 1.40 | 2.00 | 1.00 | 0.20 | <0.010 | |
718HH出廠狀態 | 調質硬度330-370HB | ||||||
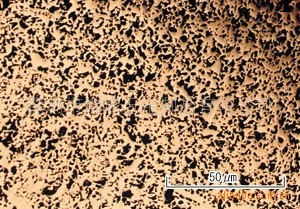
718HH特性應用 | 一勝百模具鋼718HH,有AISI-P20基礎上研發,一勝百718H生產嚴格遵循質量標準,模具鋼鋼質純凈均勻,結構優良,具有出色的拋光性及較好的耐蝕性。此外,一勝百718H具有良好的淬透性,且硬度均勻各向同性。718HH適用於拋光度、耐蝕要求高的熱塑性塑膠模內模件,可應用於PA、POM、PS、PE、PP、ABS模具。 | ||||||
2.一勝百718HH塑料模具鋼熱處理規范
溫度 | 20℃ | 250℃ | 500℃ |
密度 kg/m3 | 7800 | 7735 | 7625 |
彈性模量 N/mm² | 205000 | 200000 | 185000 |
熱膨脹系數 20℃起10-6/℃ | - | 12.7 | 13.6 |
熱傳導系數 W/m•℃ | 29 | 30 | 31 |
3.一勝百718HH塑料模具鋼熱處理規范
718HH模具建議在調質態即供態使用。如需提高硬度或進行表面硬化處理,請參閱以下信息。
1)718HH軟性退火:在保護狀態下加熱至700℃,均溫後以10℃/小時速度爐冷至600℃,然後空冷。
2)718HH應力消除:718HH模具經粗加工後,應盡去應力回火,加熱至550℃,保持2小時,爐中緩冷。
3)718HH淬火:預熱溫度為500-600℃,奧氏體化硬度850℃,保持30分鐘。淬火前應進行充分軟化退火,必須在保護狀態下進行。
淬火介質:油(60-80℃);300℃分級淬火,最多停留4分鐘,然後空冷。註:冷卻至 50-70°C時應立即進行回火。
4)718HH回火:至少回火兩次。每次回火後必須冷卻至室溫,對小模具可180℃回火,但是推薦250℃為最低回火溫度,每次至少保溫2小時。
5)718HH硬鉻鍍層:鍍鉻後,模具必須在180℃溫度下回火4個小時,面產生氫脆。
多數產品和規格庫存充足,如有需要我司可提供原廠材質證明及海關報關單,期待您的垂詢。(718模具鋼)


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。