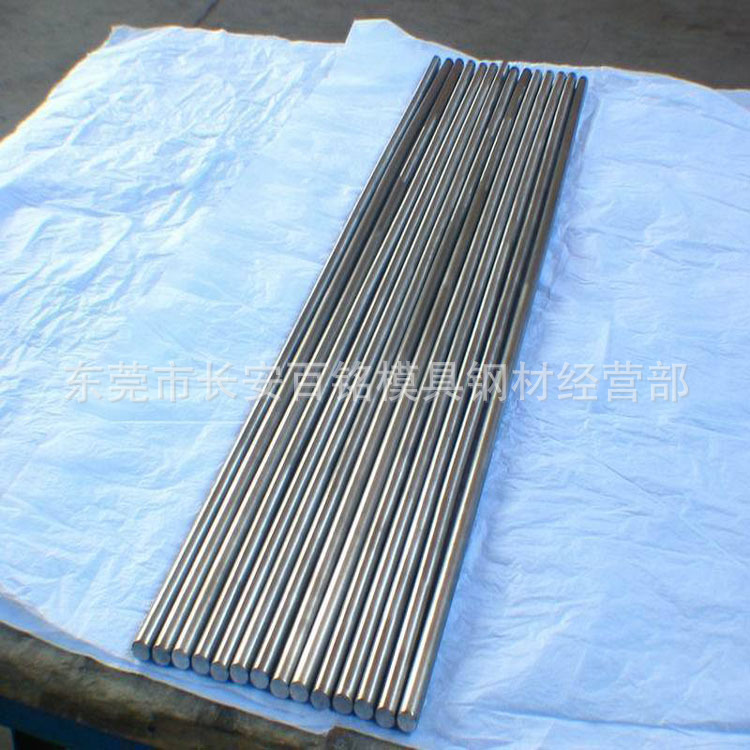
冷拉是在常溫條件下,以超過原來鋼筋屈服點強度的拉應力,強行拉伸鋼筋,使鋼筋產生塑性變形以達到提高鋼筋屈服點強度和節約鋼材為目的。
鋼筋冷拉概念:以節約鋼材、提高鋼筋屈服強度為目的,以超過屈服強度而又小於極限強度的拉應力拉伸鋼筋,使其產生塑性變形的做法叫鋼筋冷拉。
1. 第一次冷拉效果:
取一鋼筋對其施加拉應力冷拉,鋼筋會發生變形(並作應力——應變圖)。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C後,停止冷拉,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。
2. 第二次冷拉效果:
重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高於原來的屈服點A。這個變化說明,鋼筋的塑性發生瞭變化,塑性小瞭,硬度大瞭,鋼筋的強度得到提高,這一現象叫“變形硬化”。
經過以上兩次過程冷拉鋼(筋)制作完成。
另不同情況的冷拉控制:
1)冷拉應力控制的情況:
對於Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷拉後,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉後經檢查,最大冷拉率超過瞭規范規定(表3——1)值,還要再進行機械能實驗。
2)冷拉率測定控制要求:
以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少於4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,並取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,,平均的冷拉率低於1%時,在鋼筋冷拉時,仍要按1%的冷拉率控制。
3)不同爐批的冷拉控制:
對於混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定(表3——1)。
4)冷拉速度控制:
要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5——1.0為宜。同時要求,冷拉到規定的應力和冷拉率以後,隨即停拉2——3以後,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。
5)冷拉控制方法:
冷拉時隻用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對於材質不均勻的鋼筋,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同一根鋼筋冷拉率也不一樣)冷拉質量得不到保證。雙控方法可以避免上述問題。冷拉時,對於控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。但是,如果冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼筋要降低強度使用。對於預應力鋼筋必須采用雙控方法。






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。