



| 加工定製 | 是 | 作用對象 | 鋁合金 | 型號 | 可定製各類型鑄造模具 |
| 規格 | 按客戶要求 | 工藝類型 | 翻砂鑄造模 | 機械性能 | 優異 |
| 金相組織 | 鋁合金球墨 | 主要加工設備 | 數控加工中心 | 加工設備數量 | 6 |
| 加工能力 | 1000套每月 | 適用范圍 | 汽車,餐具,工藝品,翻砂廠鑄造模具 | 質量體系 | ISO9002 |
| 模具材質 | 鋁材球墨木質 |
冷鐵放置計算
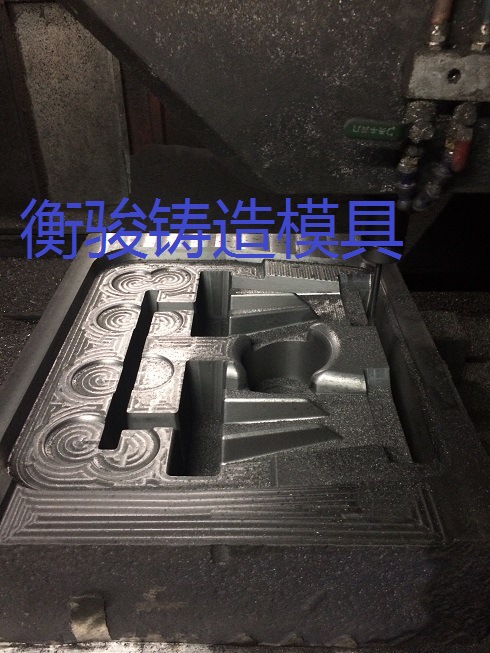
為瞭保證厚大部位重要表麵的質量,防止產生縮孔等缺陷,提高導軌硬度,需在導軌處放置外冷鐵激冷[5] 。 冷鐵尺寸=粗大部位尺寸×(0.25~0.4) 該工藝中導軌為粗大部位,應放置冷鐵,根據導軌尺寸得: 冷鐵尺寸=44mm×(0.25~0.4)=11~17mm 取中間尺寸15mm,選取15×40×100mm規格的石墨冷鐵。

澆註系統的概述和作用
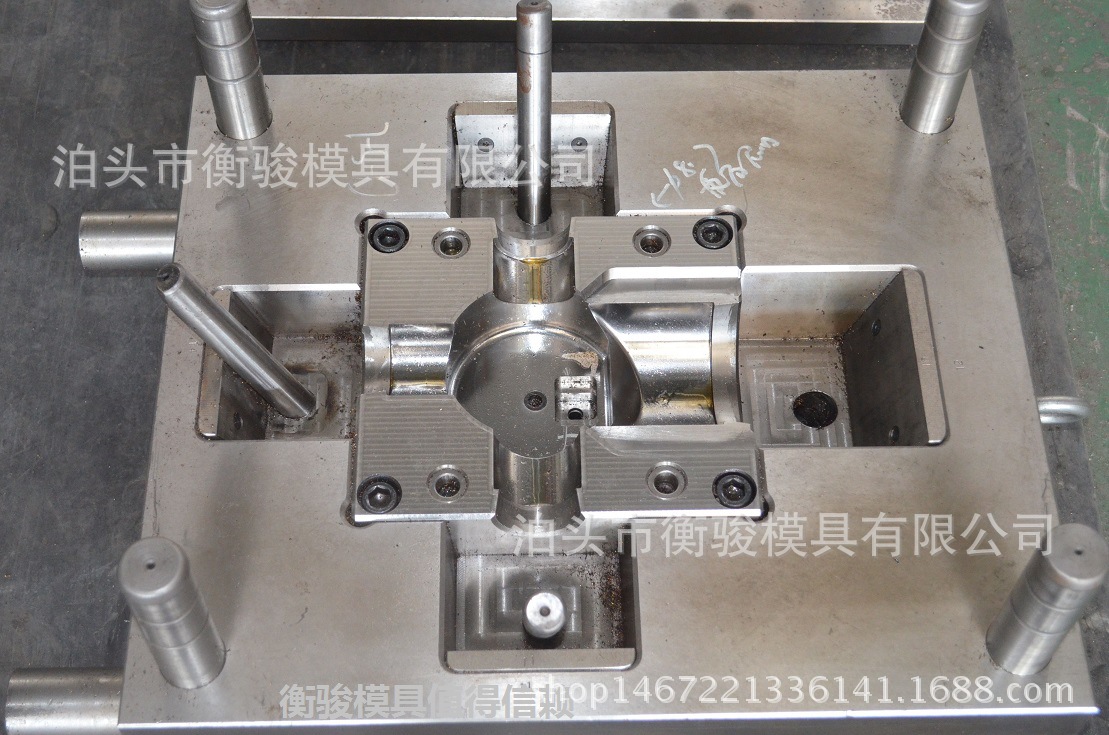
澆註系統是砂型中引導液態合金流入型腔的通道。生產中常常因澆註系統設計安排不當造成:砂眼、夾砂、粘砂、夾渣、氣孔、鐵豆、抬箱、縮孔、縮松、冷隔、澆不足、變形、裂紋、偏折等鑄造缺陷。此外,澆註系統的好壞還影響造型和清理工作的繁簡,砂型的體積大小和型砂的耗用運輸量,非生產性消耗的液態合金用量等等。所以,澆註系統與獲得優質鑄件,提高生產效率和降低鑄件成本的關系是密切相聯的。因此對澆註系統的設計必須慎重認真。


拔模斜度
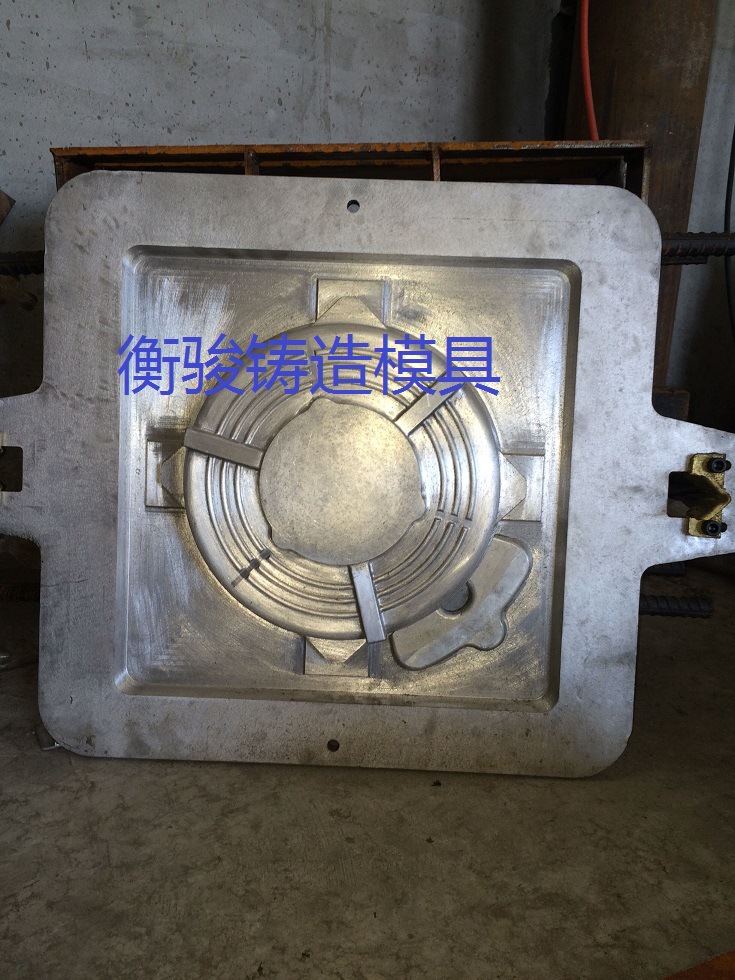
為瞭在造型和製芯時便於起模而不致損壞砂型和砂芯,應該在模樣或芯盒的出模方向帶有一定的斜度。如果零件本身沒有設計出相應的結構斜度時,就要在鑄型工藝設計時給出拔模斜度。模樣的起模斜度,應不致使鑄件超出尺寸公差。該鑄件高度為525mm,起模斜度可選1:100。
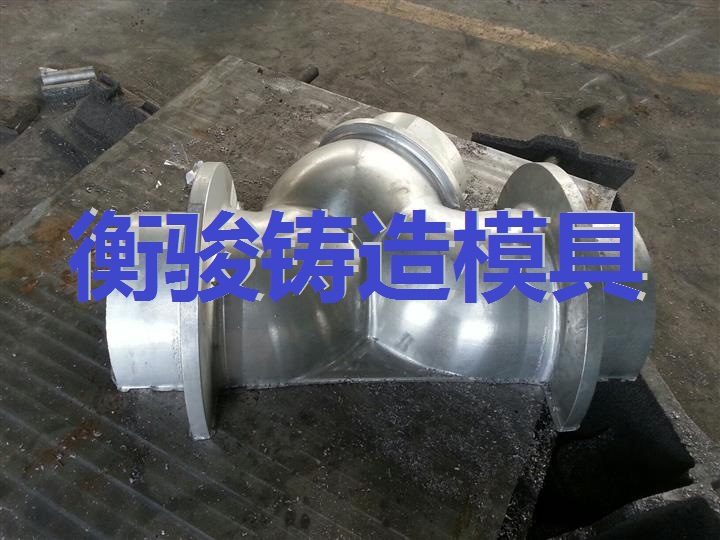

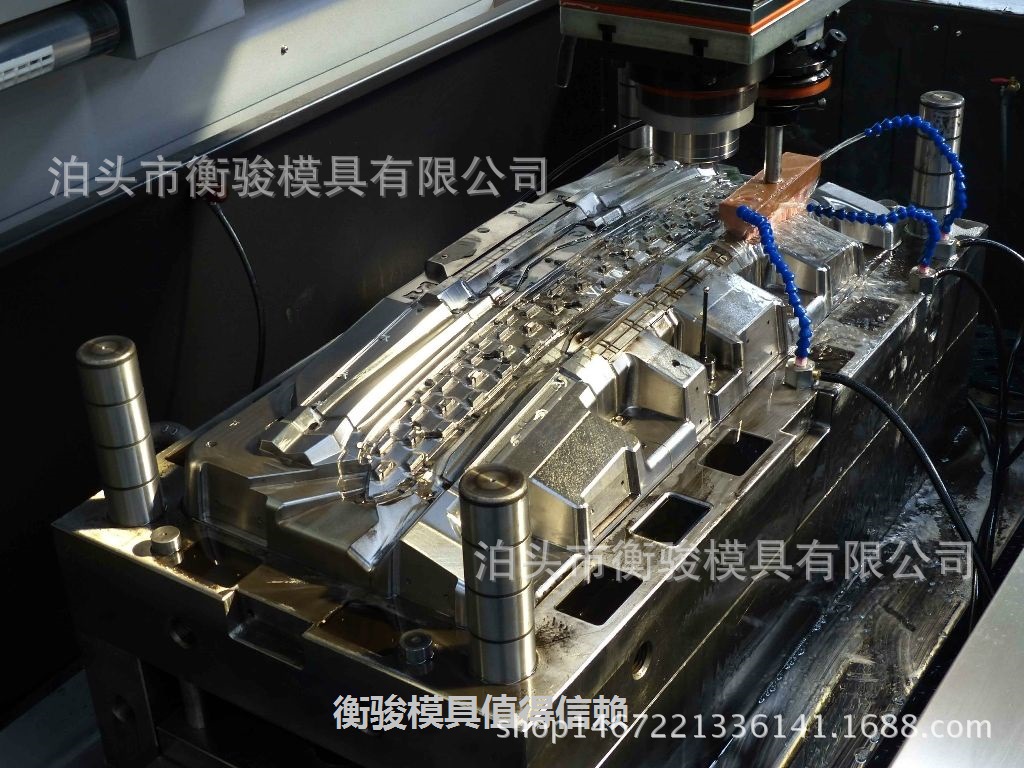












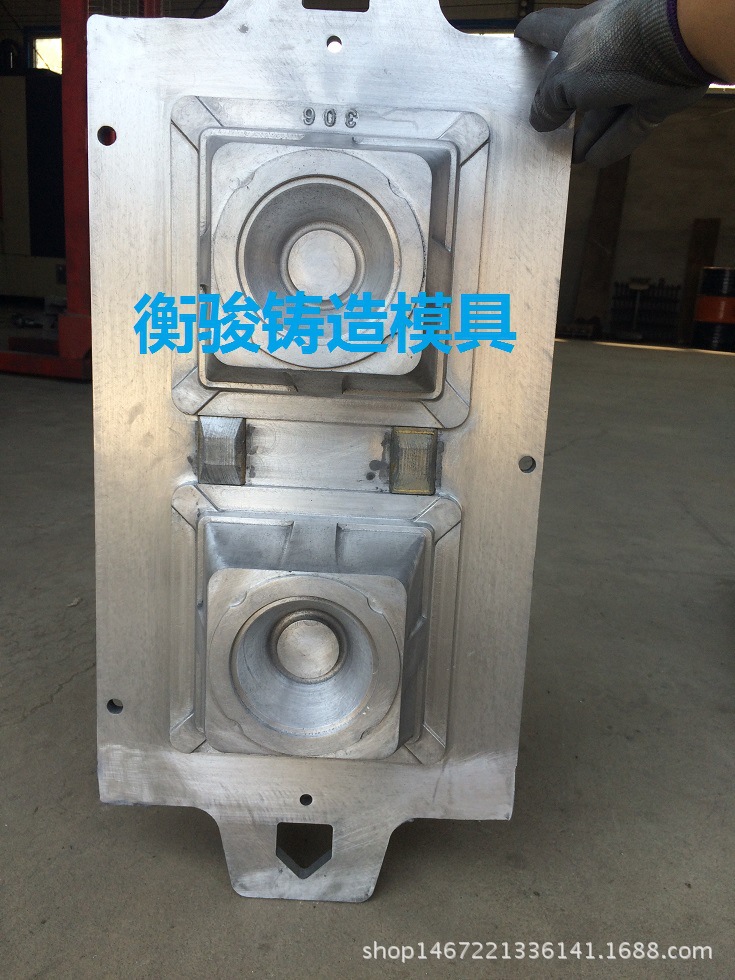










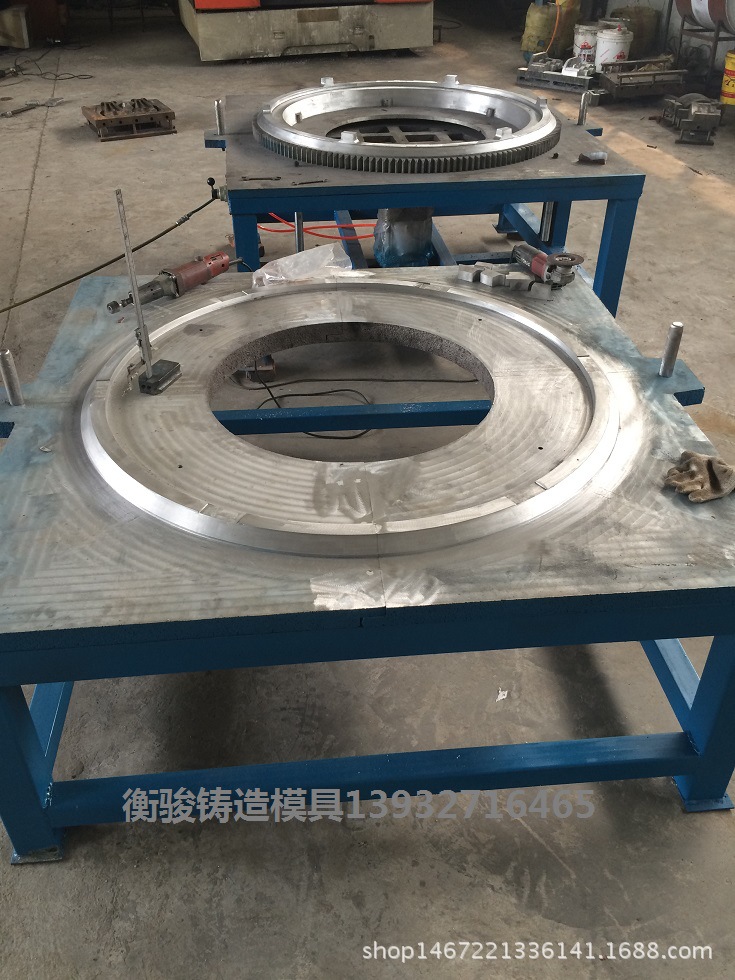


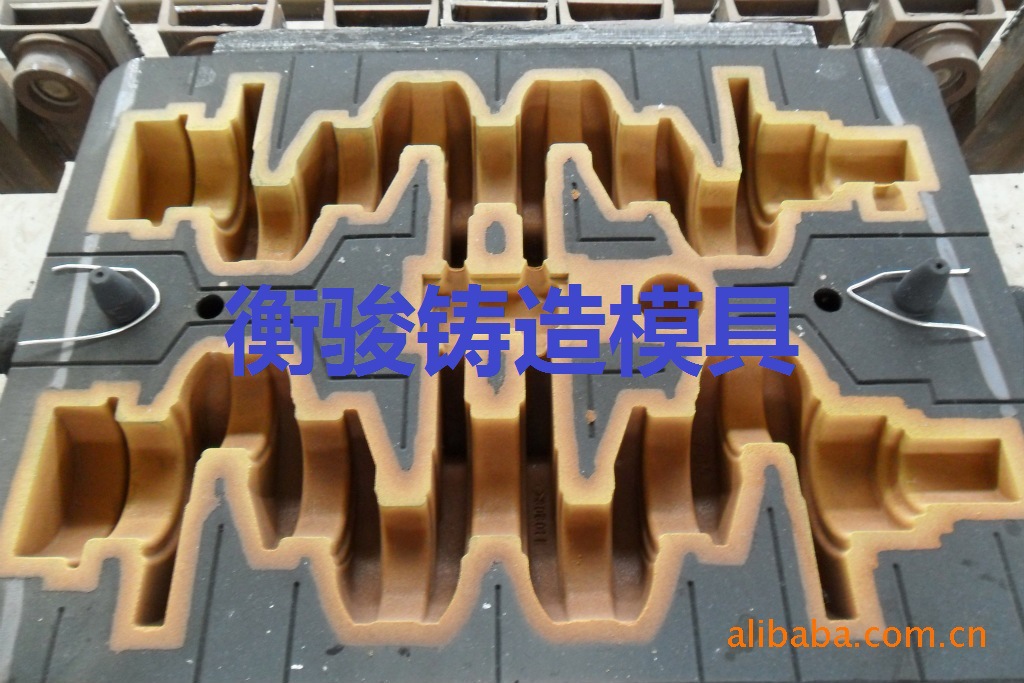















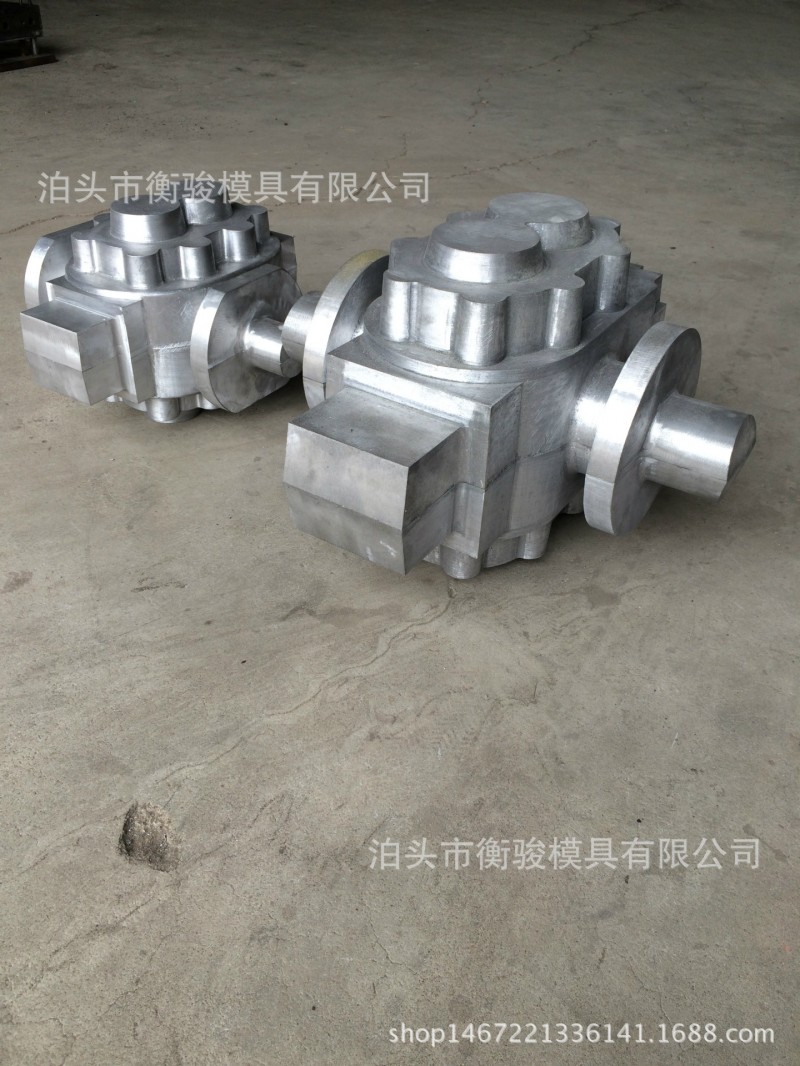
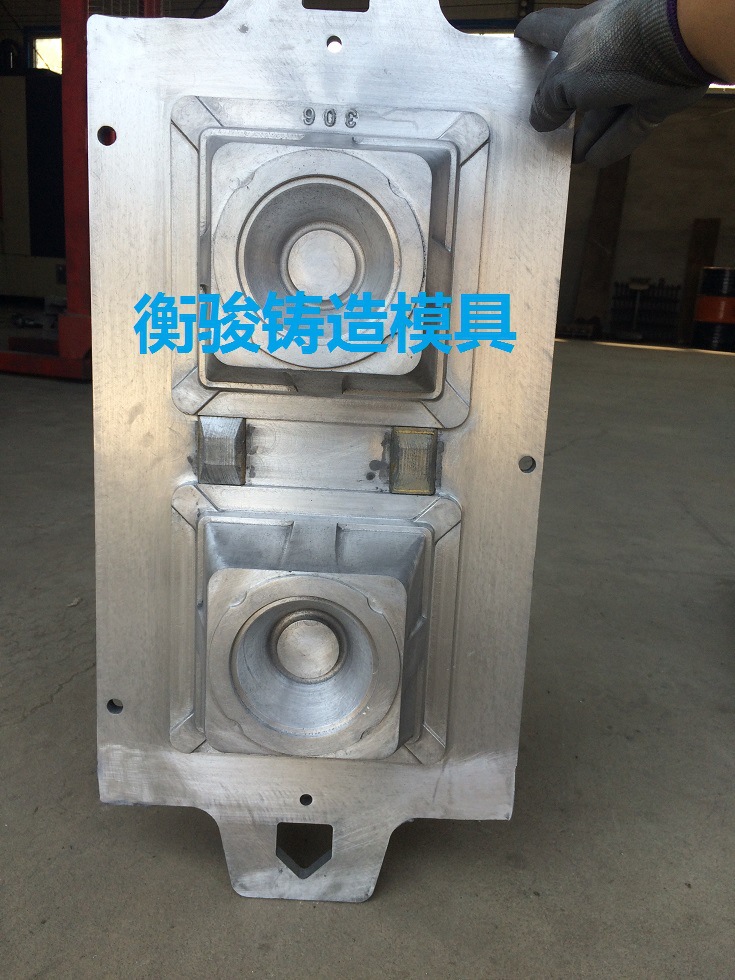
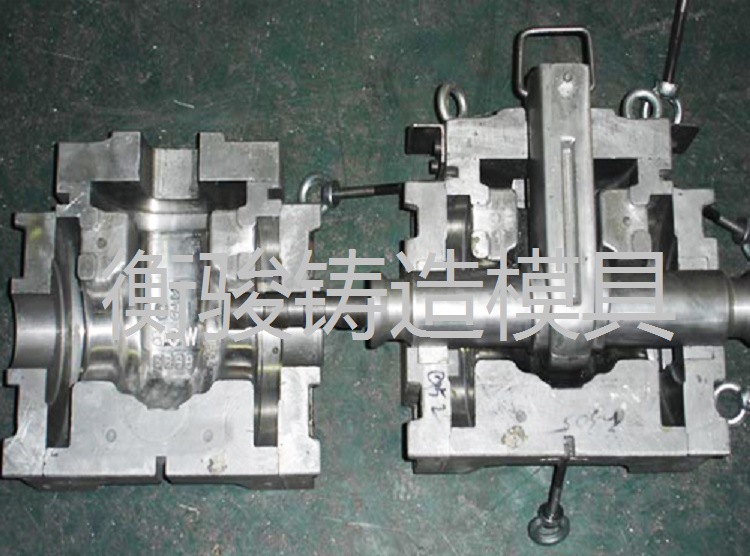
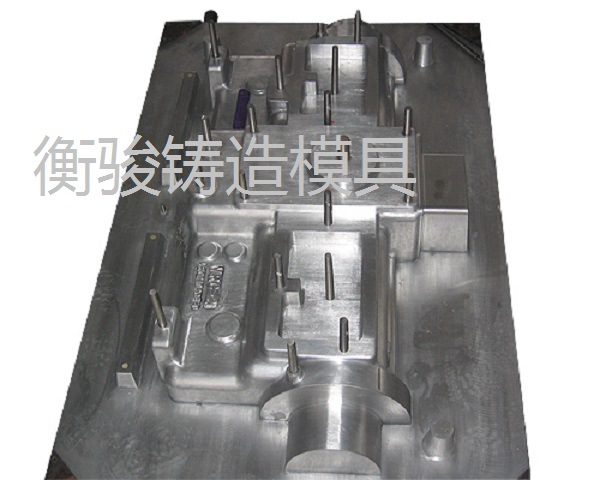
我廠主要設計、製作、生產鑄造行業模具,射芯機,是機械製造業之需。承接各種鑄造翻砂模具,重力鑄鋁模具,覆膜砂模具,漏模,木型模具,鋁型板模具,塑料模具及塑料產品等等,本公司擁有完整、科學的質量管理系統。從事模具行業20餘年,豐富的加工經驗,以誠信、實力和產品價格質量獲得業界的認可。公司在任何時間和場合,將向客戶提供卓越設計和精心製作的產品,以滿足與顧客簽訂合同中的需求,保證履行自己的全部承諾,並通過持續改進、創新和追求,使產品質量達到同行先進水平。我們以模具結構先進合理、加工精度高、模具壽命長、原料講究、周期短以及良好的售後服務為宗旨,本著質量第一、信譽第一竭誠為廣大用戶服務。力爭在現有基礎上不斷探索,不斷創新,應用先進工藝提高模具質量。 隨著社會的日益發展,機械類產品價格的突飛猛進,模具也不斷升化提升,需求愈加廣泛,在此我廠投入加工中心、數控銑等設備,使模具更加準確精密,本著“以質量為本,誠信合作”的宗旨,熱誠歡迎各界朋友蒞臨我廠,洽談合作! 聯系人;陳躍宗 手機;13932716465
公司網址;www.bthjmj.cn


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。