| 加工定製 | 是 | 作用對象 | 鋁合金 | 型號 | 可定製各類型鑄造模具 |
| 規格 | 按客戶要求 | 工藝類型 | 翻砂鑄造模 | 機械性能 | 優異 |
| 金相組織 | 鋁合金球墨 | 主要加工設備 | 數控加工中心 | 加工設備數量 | 6 |
| 加工能力 | 1000套每月 | 適用范圍 | 汽車,餐具,工藝品,翻砂鑄造廠 | 質量體系 | ISO9002 |
| 模具材質 | 鋁材球墨木質 |











鑄造收縮率
鑄造在凝固和冷卻過程中,體積一般要收縮。金屬在液態和凝固過程中的收縮量以體積的改變量表示,成為體收縮。在固態下的收
縮量常以長度表示,稱為線收縮。由於鑄件的固態收縮將使鑄件各部分尺寸小於模樣原來的尺寸,因此為瞭使鑄件冷卻後的尺寸與
鑄件圖示一致,則需要在模樣或芯盒上加上其收縮的尺寸。加大的這部分尺寸稱為鑄件的收縮量,一般用鑄件收縮率表示。
最小鑄出孔和槽
機械零件上往往有許多孔、槽和臺階,一般來說,應盡可能在鑄造時鑄出[1] 。這樣既可以節約金屬,減少機械加工的工作量,降低成本,又可使鑄件壁厚比較均勻,減少形成縮孔,縮松等鑄件缺陷的傾向。但是,當鑄件上的孔、槽的尺寸太小,而鑄件的壁厚又較厚和金屬壓力頭較高時,反而會使鑄件產生粘砂,造成清鏟和機械加工困難;有的孔、槽,為瞭把它們鑄出,必須采用復雜而且難度較大的工藝措施,而實現這些措施還不如用機械加工的方法製出更為方便和經濟;有時由於孔距要求很精確,鑄出的孔如有偏心,就很難保證加工精度。因此,在確定零件上的孔和槽是否鑄出時,必須既考慮到鑄出這些孔或槽的可能性,又要考慮到鑄出這些孔或槽的必要性和經濟性。

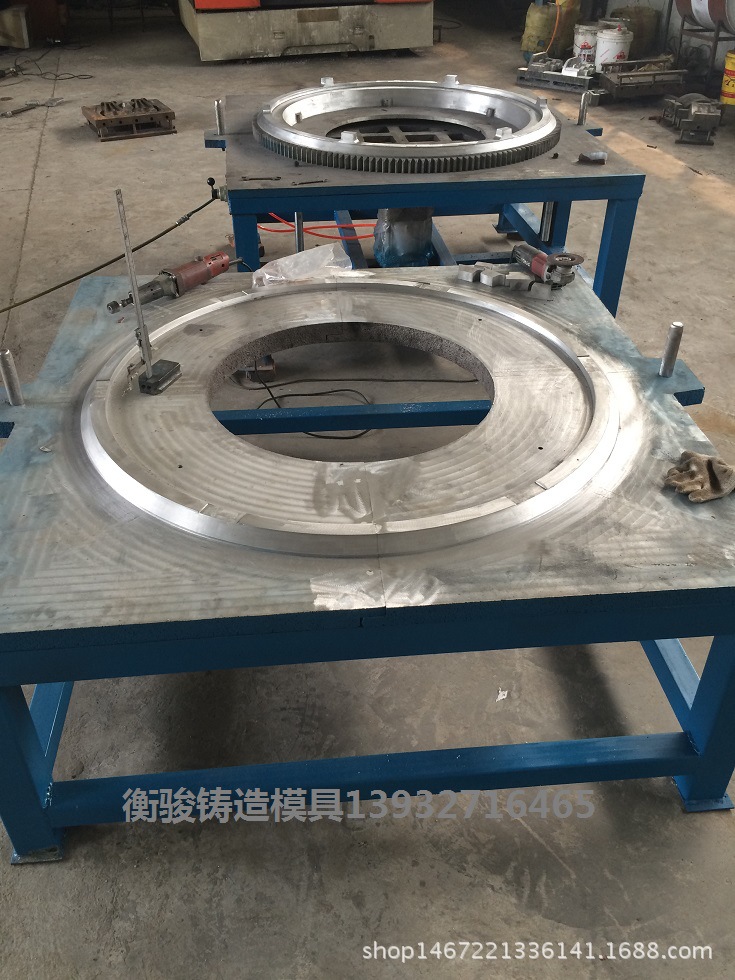










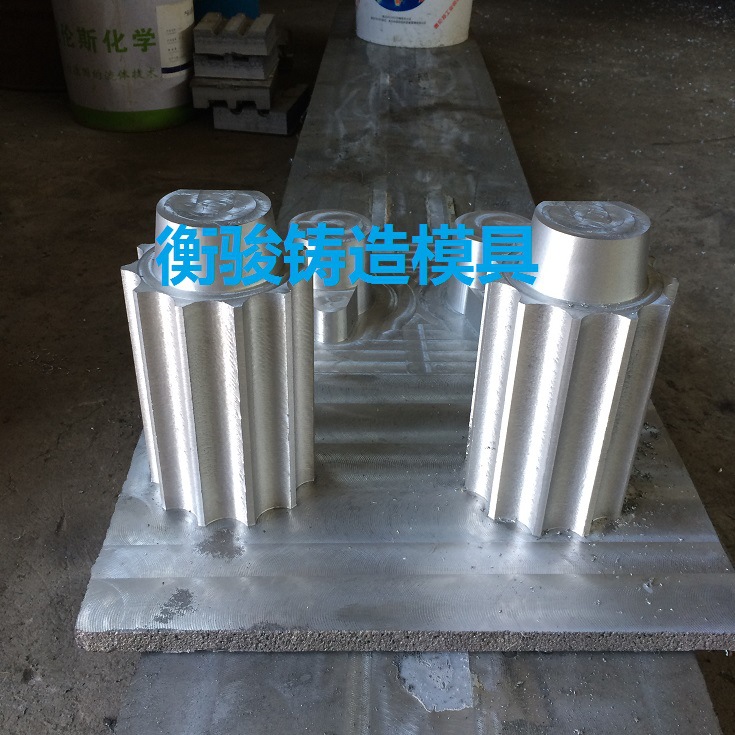
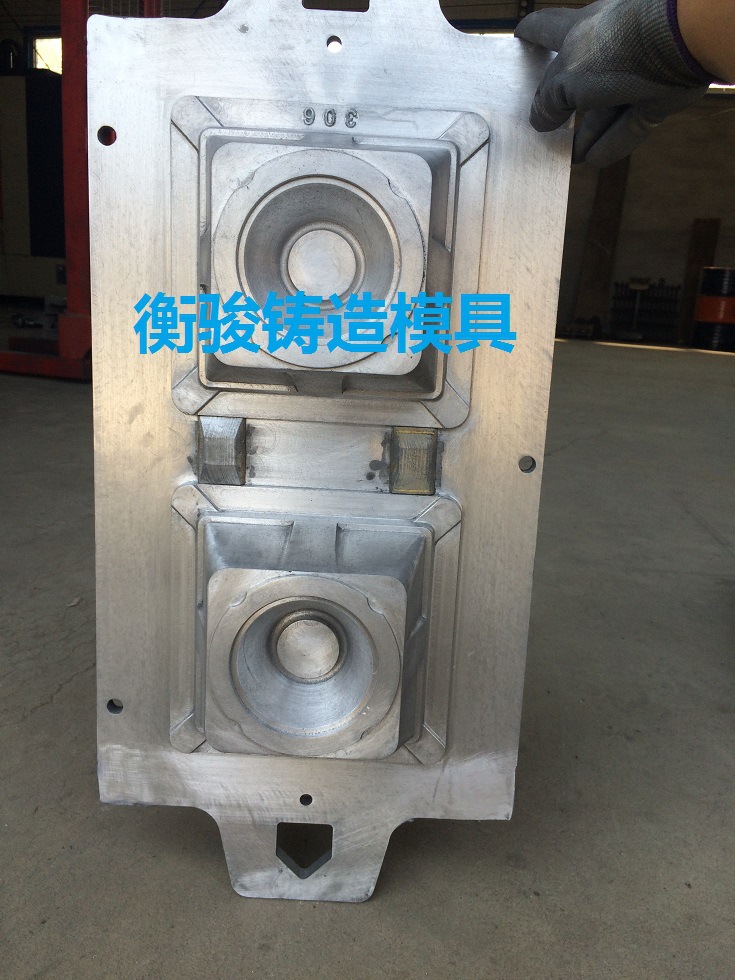


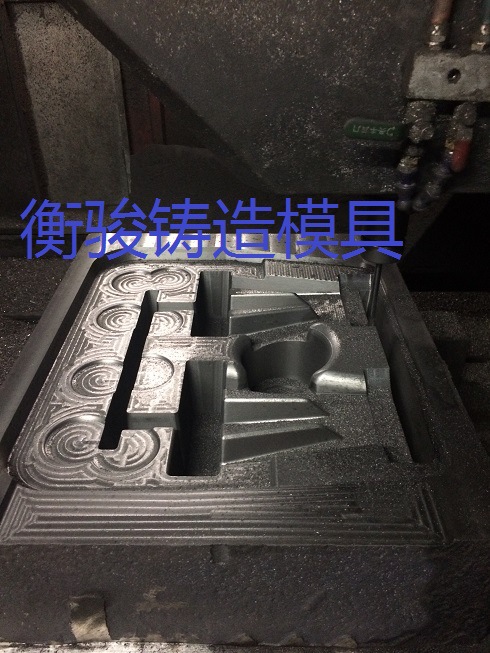
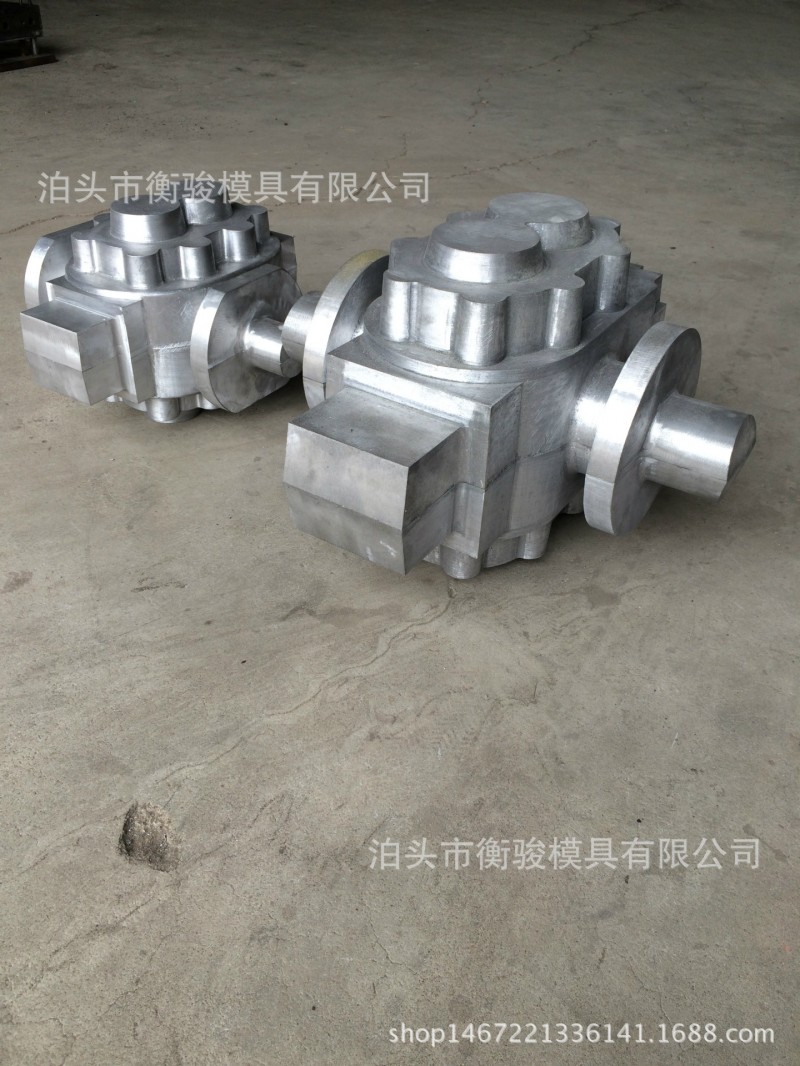
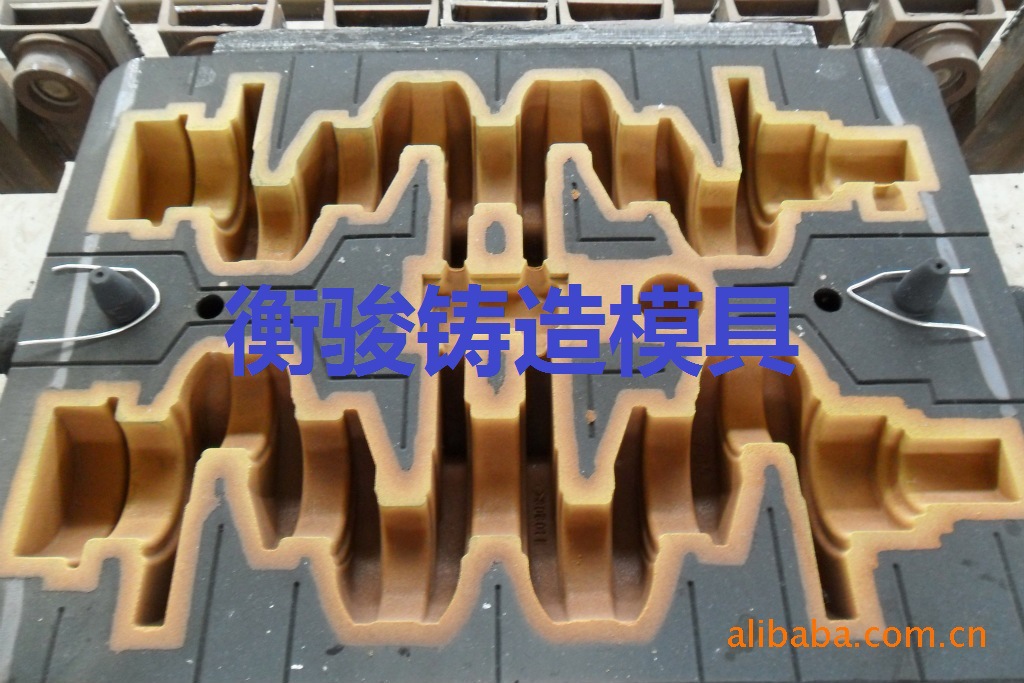
我廠主要設計、製作、生產鑄造行業模具,是機械製造業之需。承接各種鑄造翻砂模具,重力鑄鋁模具,覆膜砂模具,漏模,鋁型板模具,塑料模具及塑料產品等等,本公司擁有完整、科學的質量管理系統。從事模具行業20餘年,豐富的加工經驗,以誠信、實力和產品價格質量獲得業界的認可。公司在任何時間和場合,將向客戶提供卓越設計和精心製作的產品,以滿足與顧客簽訂合同中的需求,保證履行自己的全部承諾,並通過持續改進、創新和追求,使產品質量達到同行先進水平。我們以模具結構先進合理、加工精度高、模具壽命長、原料講究、周期短以及良好的售後服務為宗旨,本著質量第一、信譽第一竭誠為廣大用戶服務。力爭在現有基礎上不斷探索,不斷創新,應用先進工藝提高模具質量。 隨著社會的日益發展,機械類產品價格的突飛猛進,翻砂模具也不斷升化提升,需求愈加廣泛,在此我廠投入加工中心、數控銑等設備,使模具更加準確精密,本著“以質量為本,誠信合作”的宗旨,熱誠歡迎各界朋友蒞臨我廠,洽談合作! 聯系人;陳躍宗 手機;13932716465
公司網址;www.bthjmj.cn


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。