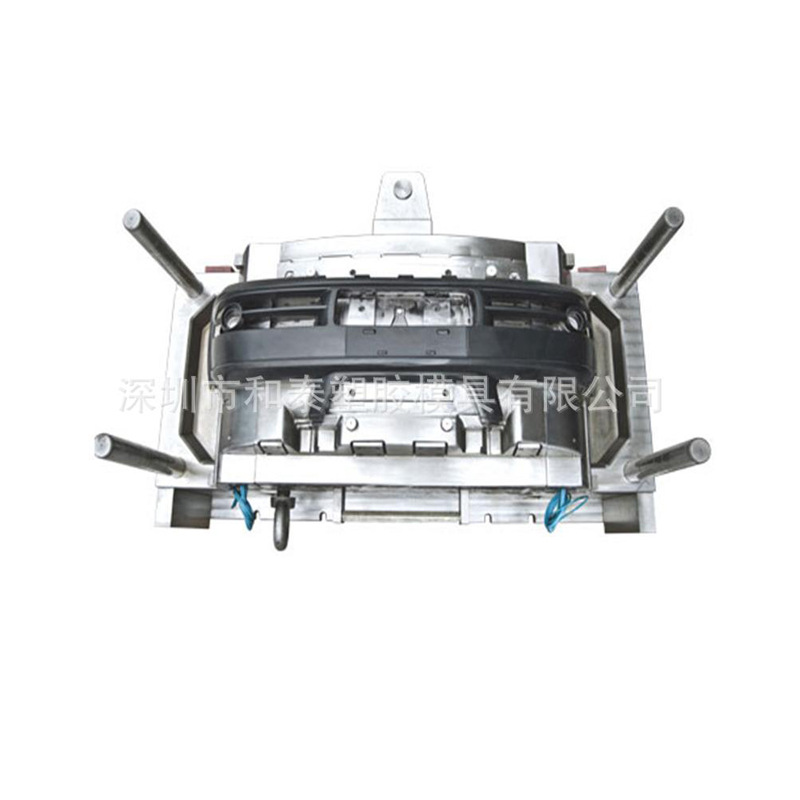





供應塑膠殼精密塑料模具 塑膠製品殼蓋模具 註塑絲印加工組裝廠











本公司專業生產塑膠模具,雙色模具,註塑產品;以全心的投入,高品質的產品贏得市場
適用於模具製造,塑膠註塑,塑料製品,塑膠產品註塑生產的配製需求。能適應各方麵的業務需要,一精多專。充份體現對於資源的優化配置,提升企業的生存及發展能力。
一、型號:可按客戶要求的尺寸或圖紙或編號生產
100%保證:
1,均按客戶指定要求的材質。
2,保證品質符合客戶要求(以客戶圖紙,工藝要求等),如不符則無條件退貨或退款或補貨。
3,保證在正常使用情況下,達到客戶的使用周期(以雙方書麵,郵件,QQ等記錄),否則退款或補貨;
4,工工藝:車床(CNC車床加工),銑床,研磨機粗磨,真空熱處理,(無心磨,平麵磨,內外圓磨)精磨。
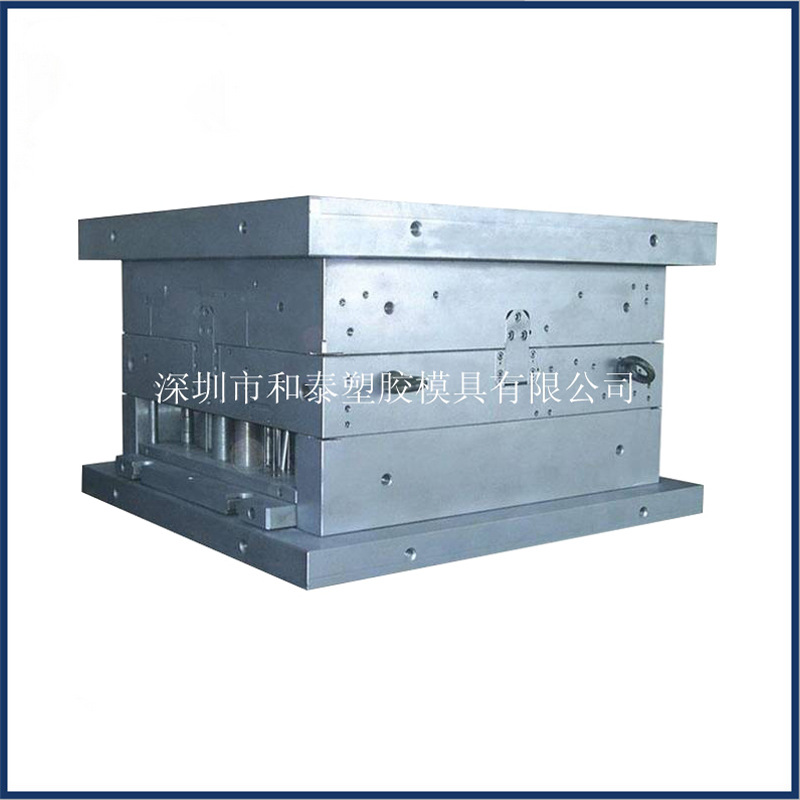
二.模具外觀、外形及相關標準
1:模具尺寸符合客戶要求,符合客戶指定註塑機型號。
2:客戶銘牌製作,(模具編號、模具重量、模具外形尺寸、製作開始時間)安裝鉚釘固定,位置符合標準。
3: 定位圈大小符合技術要求,高出頂板10mm,安裝須沉於上固定板,不得直接貼在模板上,使用2個以上螺絲固定。
4: 澆口套球麵R符合標準,澆口套R>成型機R
5: 澆口套及流道表麵拋光至600#砂紙以上,避免棱角。
6: 模架各模板在天側右下角用字沖打上模具編號;模板編號A0,B0;進出水標記IN,OUT;連接管路標記L;進出油標記O IN,O OUT;所有字碼符合標準。模具外表爛字、箭頭“UP”按照客戶要求製作
7: 模具地側安裝立腳以保護底麵,無特殊情況可以垃圾釘代替。
8: 大型模具(8噸以上),模具裝夾需開設U型槽或穿孔,與成型機固定位置對應。
9: 模架表麵不得有凹坑、銹跡,多餘不用的吊環、進出水、氣、油孔等及其他影響外觀的缺陷。
10: 模架各板、孔位、棱邊應有大於1.5mm的倒角。特殊部位除外。
11: 保證所有吊環均能旋到底,吊裝平衡。
12: 頂針板下安裝垃圾釘,頂出板就做行程定位塊,不能用螺絲代替。
13: 模具撐頭麵積應達到方腿間後模板麵積的30%,撐頭比模腿高出0.15mm,並不與頂出孔乾涉。
14: 所有模具螺絲不得切短,滑牙等缺陷;M12(含M12)以上的螺絲使用(12.9級)。螺絲吊模料長度,螺絲直徑的1.2倍以上。
15: 螺絲沉頭孔底麵為平麵,螺絲安裝不能高出沉頭孔,底於平麵1-2MM。
16: 重量超過10KG的零件應做相應吊環孔,吊環孔大小和位置符合標準。
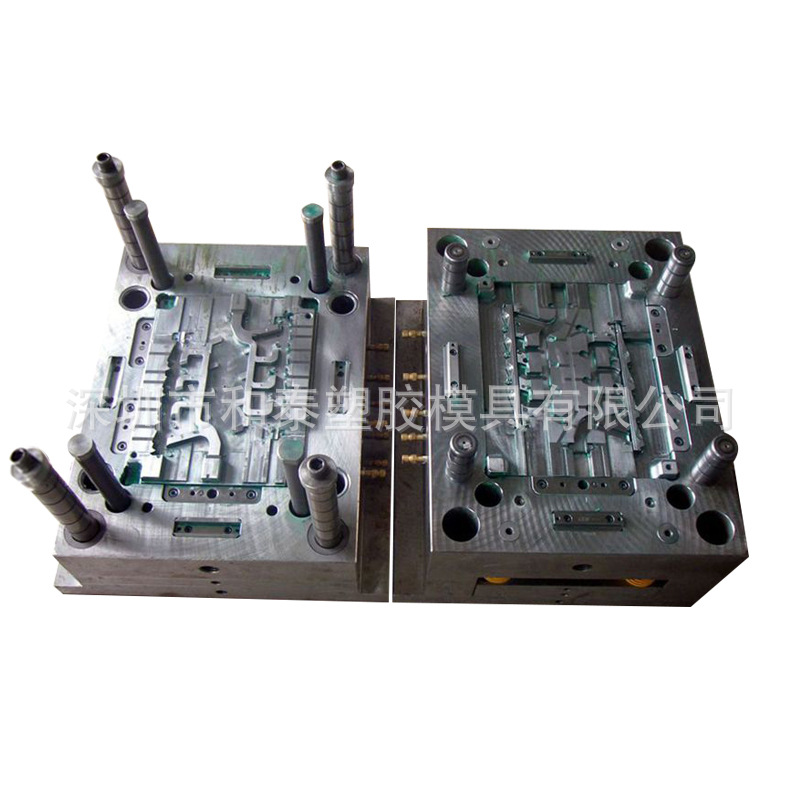
模具成型:
1: 分型麵保持平整、無凹坑、銹跡,無手提砂輪打磨避空,封膠部分無凹陷,缺口。
2: 定模及動模筋位、柱表麵,無火花紋、刀痕,拋光到位。
3: 對插部位無薄刃結構,角度大於2度,不得出現黑痕,起刺等缺陷。
4: 一模數腔的製品,如是左右對稱件,需註明L或R,如客戶對位置和尺寸有要求需按客戶要求,如客戶無要求,則應在不影響外觀及裝配的地方加上。
5: 對於相同,相似,安裝時易混裝的零件有記號區分。
6: 大,中型模具按設計要求在模麵增加壓力平衡塊,並氮化處理。
7: 非產品麵動模插入定模或定模插入動模,做成斜麵鎖緊或避空。
8: 模具,模架及成型部份材質符合模具開發技術要求。
9: 模具產品麵刻字符客戶要求。
頂出復位
1: 頂出必須順暢、無卡滯、無異響,頂針板復位到底。
2: 頂針,頂片端麵低於型芯麵,不超過0.1mm。
3: 頂出機構與滑塊如有乾涉必須有保護措施,頂板要有復位行程開關。
4: 復位彈簧及滑塊彈簧使用標準件並符合設計要求,兩端不打磨、割斷;彈簧孔底麵為平底,孔直徑比彈簧大5mm。
5: 頂針及回位銷胚頭不得墊片,燒焊,打磨;回位銷前端不能燒焊。
6: 曲麵或斜麵上頂針應按標準D型做防轉定位,Z形拉料桿應做防轉定位。
7: 頂塊四周應有3-5度斜度,底部倒角頂桿應沉入頂塊,固定可靠。
斜頂、滑塊抽芯
1: 斜頂麵應低於型芯麵0.1mm,防止頂岀產品拉毛;斜頂都必須做導向塊,安裝模板背麵沉槽緊配或做定位銷定位
2: 斜頂都可以從一個通過底板和頂針底板的且其角度與斜頂角度一致的孔拆卸。
3: 斜頂、滑塊上的鑲件固定可靠(螺絲緊定或有胚頭從背麵插入)。
4: 滑動部件須有油槽(頂針除外),表麵進行氮化處理,包括壓條,耐磨板,斜頂,斜頂座,導向塊,強製復位;(大型滑塊按客戶要求)
5: 滑塊斜導柱角度比滑塊鎖緊麵角度小2-3度。
6: 如油缸抽芯成型部分有產品,油缸應加自鎖機構,如油缸抽芯與頂出機構有乾涉,須先復位,安裝行程開關。
7: 大型滑塊(長向大於200mm)底部須加導向塊,滑塊二側開油槽。
8: 滑塊做限位塊,內置彈簧必須安裝在滑塊沉孔裡;外置彈簧必須做彈簧保護塊以防止飛出傷人。
9: 大,中型滑塊(寬度>70mm)底部需做耐磨板並開設油槽,耐磨板麵高出0.1-0. 5mm。
三板模、熱流道部分
1: 樹脂開閉器安裝可靠,對稱安裝,不少於4個(小模具可2個)。
2: 三板模前模板與水口板之間加有彈簧,以輔助開模。(小模具除外)
3: 三板模限位拉桿應設置在模具操作側及反操側,防止與機械手乾涉。
4: 熱流道接線佈局合理,易於檢修,接線有線號並一一對應。
5: 熱流道模具須安裝熱流道銘牌,熱流道接線須與銘牌相對應。
6: 溫控表設定溫度與實際顯示溫度誤差應在±2℃。
7: 熱流道接線捆紮,並用壓板蓋住,模板上與電線接觸的地方應圓角過渡,以免損壞電線。
8: 如有兩個同樣規格插座,應有明確標記,以免插錯。
模具出運部分
1: 模具出運前型腔噴防銹油,滑動部件塗黃油,澆口套進料口用黃油堵死。
2: 模具安全鎖模塊規格符合設計要求(三板模脫料板與動模固定)至少兩片(對角安裝)。
3: 模具出運時所有的出運文件資料及模具零件備品須齊全。






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。