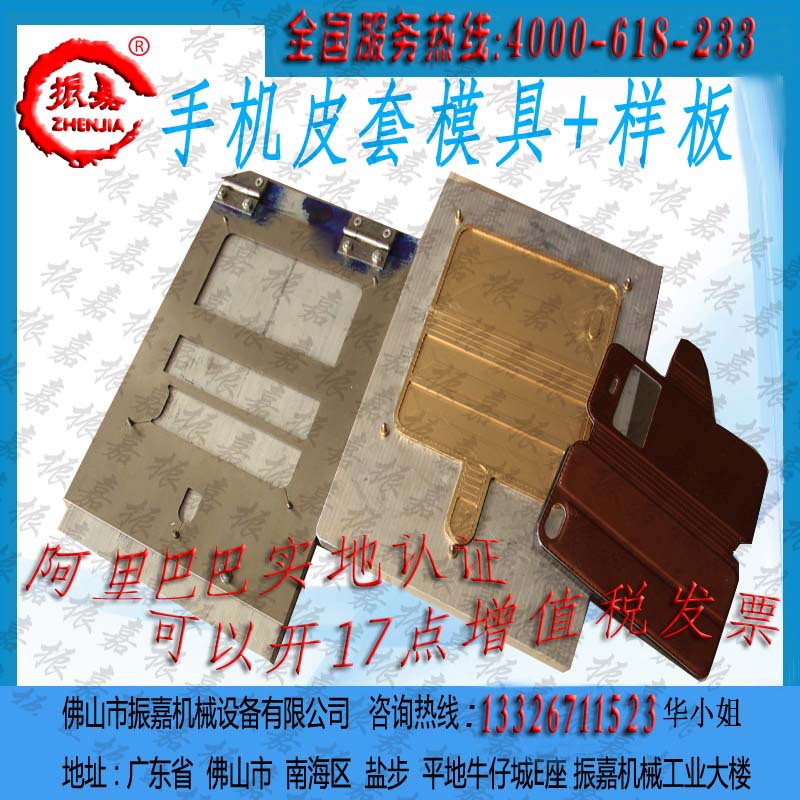
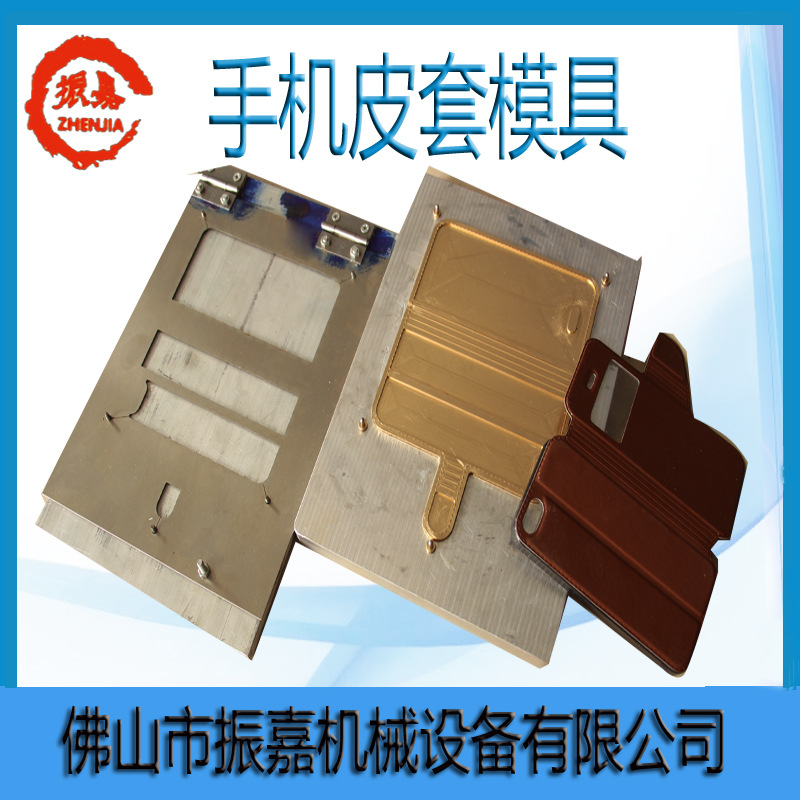
高週波吸塑模具, 高週波吸塑模具 價格, 高週波吸塑模具製作請咨詢振嘉機械設備有限公司:0757-85560891
高週波吸塑模具分為高週波雕刻模具、高週波封口模具、高週波同步熔斷模具三大類。
一、高週波吸塑模具設計方案
1.高週波吸塑模具之功能:地毯、吸塑包裝熔接(熔斷)。皮革、真皮、鞋墊壓紋。
2.高週波吸塑模具之性質:熔著後不可裂開。熔斷後毛邊不可太長。熔著部份無擠料之現象產生。
3.高週波吸塑模具之設計重點:閉模高度設定。
上下模體熔著間隙設定。
上模體刀口部斜度設定。
4.高週波吸塑模具之演進:銅模熔斷鋼模兩段式(彈簧式)
5.高週波吸塑模具之設計流程:
(1)產設提供2D或3D成品圖。
(2)圖麵尺寸確認。
(3)繪製模具總成圖:設定閉模高度
(4)繪製模具各單件圖。
(5)出圖(CAM程式轉換)
二、高週波吸塑模具選擇材料
(一)高週波銅模(以車門板壓紋銅模為例)
銅模製作方式為:
(1)依模具圖申購所須的材料規格。(含銅片、固定器及鋁板)
(2)銅片納入後須加以整平。
(3)依圖麵製作出所須的尺寸及形狀。
(4)加工所製作的尺寸形狀之兩麵為平行。(銅片的高度皆等高,平行度公差需在+-0.05㎜以內)。
(5)製作車門板固定器A(固定器A為依據圖麵所給之尺寸)。
(6)將成品圖貼合在鋁板上,再將所有的銅片依圖麵形狀分別以固定器將之固定於鋁板上。(固定器須於事前做妥統一規格)。
(7)將固定器A也固定於鋁板上以作為車門板尺寸之定位。
(8)製作扶持器,上方貼泡棉,其高度約低於銅模麵3-5㎜。
(9)左右兩端各製作一支手把分別固定於鋁板上,以利於搬運。
(10)再確認模具各部位尺寸是否正確。
(11)試模(電流、壓力、屏流會因模具之大小而有差異)。
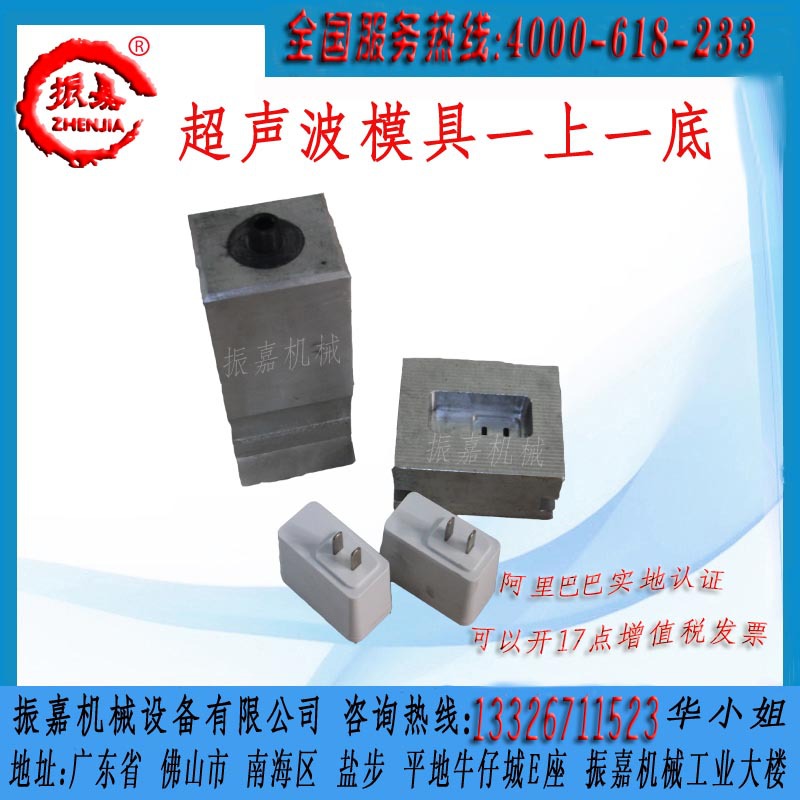
(二)兩段式(又稱彈簧式)
製作方式大致與一般熔斷鋼模相同,差別在於上模加裝彈簧,先壓料再熔斷。
此方式之上模體為1:1製作,下模體則單邊小0.2mm,經試作後發現其成品外型殘留毛邊現象非常輕微,優於傳統之作法,但其對加工精度的要求也較高。








批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。