立先公司是專業發酵罐製造公司。公司主要從事液體發酵設備、固體發酵設備、特殊新型生化反應設備以及自動生化反應過程控製系統的研究、開發與製造。發酵罐廣泛應用於乳製品、飲料、生物工程、製藥、精細化工等行業,罐體設有夾層、保溫層、可加熱、冷卻、保溫。行業應用如果酒、生物肥料、飲料、飼料,中藥、獸藥、農藥、有機肥料等行業對物料的發酵。 按照微生物的生長代謝需要,分為好氣型發酵罐和厭氣型發酵生物、化工、設備外表麵由亞光、鏡麵、磨砂等處理,內表麵鏡麵拋光 Ra ≤ 0.28 μ m


發酵罐廣泛應用於乳製品、飲料、生物工程、製藥、精細化工等行業,罐體設有夾層、保溫層、可加熱、冷卻、保溫。行業應用如果酒、生物肥料、飲料、飼料等。 按照微生物的生長代謝需要,分為好氣型發酵罐和厭氣型發酵灌。
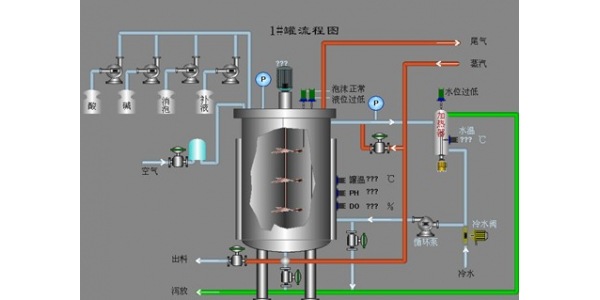
乳製品、酒類發酵過程是一個無菌、無污染的過程,發酵罐采用瞭無菌系統,避免和防止瞭空氣中微生物的污染,大大延長瞭產品的保質期和產品的純正,罐體上特別設計安裝瞭無菌呼吸氣孔或無菌正壓發酵系統。罐體上設有米洛板或迷宮式夾套,可通入加熱或冷卻介質來進行循環加熱或冷卻。發酵罐的容量由300-15000L多種不同規格。
發酵罐是一種對物料進行機械攪拌與發酵的設備。該設備采用內循環方式,用攪拌槳分散和打碎氣泡,它溶氧速率高,混合效果好。罐體采用SUS304或316L不銹鋼,罐內配有自動噴淋清洗機頭,確保生產過程符合GMP要求。
設備規格: 30L-200000L
罐體材質: SUS304/321/316L 。 3 層結構(內筒、控溫夾套、保溫層),保溫層為絕熱材料。
攪拌方式:平葉 / 斜葉 / 彎葉 / 軸向流槳葉
驅動方式:頂機械攪拌
密封方式:特殊機械密封
結構方式:全封密式平臺 / 落地式
滅菌方式:在位滅菌
設備特點:在位滅菌,安全可靠,培養基濃度準確;特殊機械密封;大視鏡觀測清晰;接種方式多樣可靠:操作平臺美觀大方;操作拆裝容易;補料采用蠕動泵補料或在位補料桶補料。

2、醫藥工業:各型糖漿、營養液、中成藥、膏狀藥劑、生物製品、魚肝油、花粉、蜂皇漿、疫苗、各種藥膏各種口服液、針劑、靜滴液等。
3、飲料工業:酒類、白酒、葡萄酒、果酒、啤酒、乳製品、飲料等



發酵罐參數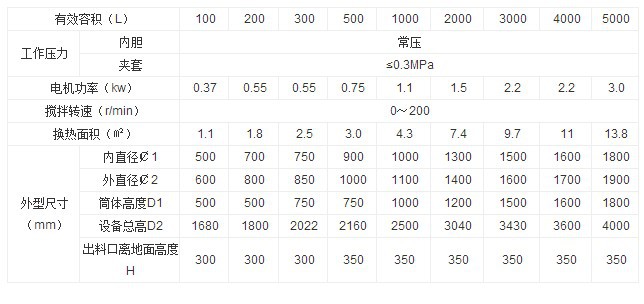

產品特點:
1.可在線CIP清洗、SIP滅菌(121;C/0.1MPa)。
2.按照衛生級要求設計,結構設計極具人性化,操作方便。傳動平穩,噪音低。
3.適宜的徑高比設計,按需定製攪拌裝置,節能,攪拌、發酵效果好。
4.內罐體表麵鏡麵拋光處理(粗糙度0.4);各進出管口、視鏡、人孔等工藝開孔與內罐體焊接處均采用拉伸翻邊工藝圓弧過渡,光滑易清洗無死角,保證生產過程的可靠性、穩定性,符合;GMP;等規范要求。



QB/T 2635-2004 殺菌機
GB/T 3768 噪聲源聲級功率級的測定 簡易法
GB4544 啤酒瓶
JB/T 8 產品標牌
JB 741 鋼製焊接壓力容器技術條件
JB/T1141 鋼製列管式換熱器技術條件
JB/T2759 機電產品包裝通用技術條件
QE/T 842 輕工機械衡器通用技術條件
5.1.3 罐體內外表麵保持冷軋不銹鋼板材的原色和粗糙度,內焊縫的表麵粗糙度Ra值不大於0.8μm。容器應符合GB16798-1987的規定。
5.1.4 罐底、罐蓋應采用折邊結構,以保證與筒體對接處為平對接型式,罐體開孔直徑不小於38mm時應采用內翻邊或外翻邊,翻邊圓弧半徑不得小於5mm。
5.1.5 食品飲料不銹鋼薄壁容器罐體所用的不銹鋼板材根據工藝和介質一般選用0Cr18Ni9、00Cr18Ni10、0Cr17Ni12MO2和00Cr17Ni14MO2等,或同類國外牌號材質;不銹鋼板材和焊接材料等應符合有關國傢標準、行業標準的規定。
5.1.6 原材料應確保其物理、化學性能符合相關標準規定,材料進廠檢驗應尤其註重外觀檢查,供應商應提供材料質量及檢驗報告證明。
5.1.7 不銹鋼板材一般選用冷軋不銹鋼卷板,符合GB/T3280-1992的規定,罐體的每個筒節的拼接縱縫不允許超過三條;不銹鋼板材寬度應優先選用1000、1219和1500三種規格。
5.1.8 不銹鋼焊絲符合YB/T5091-1996的規定,0Cr18Ni9之間焊接選用的焊絲鋼號為H0Cr21Ni10或H00Cr21Ni10;0Cr18Ni9與0Cr17Ni12MO2之間或0Cr17Ni12MO2之間焊接選用的焊絲鋼號為H0Cr19Ni12MO2或H00Cr19Ni12MO2。
5.2 製造
5.2.1 不銹鋼板材在開卷、校平時不允許出現表麵劃傷。
5.2.2 筒節下料展開長度應根據罐底和罐蓋的實際測量周長(按中徑),偏差為±3mm。
5.2.3 下料應確保圖紙尺寸的要求,切割直線偏差±0.5mm/m,圓弧偏差R±1mm,割口斷麵不得有割豁、偏吹現象,否則應予修正。
5.2.4 板材對接間隙一般為0.2 mm~0.6mm,且相對均勻;對接錯邊量小於1/6板厚,最大不超過0.4mm。
5.2.5 板材接縫采用氬弧焊點焊固定,焊點表麵無氧化現象,且不得高於母材,否則予以磨平。
5.2.6 板材的焊接應采用氬氣保護焊等惰性氣體保護焊接方法,並符合JB/T9185-1999的規定。
5.2.7 角接或搭接接縫間隙不大於1mm,局部間隙允許超過1mm,但焊前應予以填補。
5.2.8 焊縫部位不得有明顯的焊接變形,焊縫寬度、餘高均勻一致,焊縫餘高為0mm~0.6mm。
5.2.9 罐體內焊縫應修磨至與母材齊平,表麵粗糙度Ra值不大於0.8μm;外焊縫兩側各20mm~25mm內拋亮帶,要求亮度均勻,邊緣整齊。
5.2.10 彌勒板、內插板或盤管等零部件板麵不得有深度超過0.2mm的壓痕和劃傷,否則應予修整。
5.2.11 產品製作完成後,應進行整體酸洗鈍化及水洗處理,用水潔凈,水中氯離子含量不超過25mg/L,酸洗鈍化後不得出現表麵色差現象;水洗時應將酸洗鈍化膏全麵清除。
5.2.12 罐體上的部分碳鋼材料如支座、吊耳等,表麵應進行防銹處理並塗以圖紙規定的麵漆,且罐體上的碳鋼部件應加不銹鋼墊板。
5.3 罐體附件
5.3.1 食品飲料不銹鋼薄壁容器的主要附件如上人孔、下人孔、攪拌器、液位計、呼吸器、取樣閥、噴淋裝置、清洗裝置、閥門等,應確保其質量和安裝位置。
5.3.2 附件要求全部采用不銹鋼材料製作,表麵作拋光處理,粗糙度不大於Ra1.6。
5.3.3 上、下人孔要求輕便靈活,人員進出方便;呼吸器的設計通氣量應大於進出液口的最大流通量;所有附件不允許有泄漏現象。
5.3.4 罐體上的開孔要圓滑,附件焊接應采用對接形式,並且焊縫處要進行修磨拋光。
6 試驗方法
6.1 焊接外觀檢查方法按JB/T4735-1997的規定進行。
6.2 水壓試驗
6.2.1 罐體製作完畢後應進行盛水試漏,水的氯離子含量不超過25mg/L,水溫不低於5℃,12小時無滲漏、無異常變形和異常響聲為合格,試驗完畢應將水漬清理乾凈。
6.2.2 帶有彌勒板、內插板和盤管等冷卻裝置的,其夾層或盤管內應進行水壓試驗,試驗壓力為工作壓力的1.25倍,保壓30分鐘無滲漏為合格。
6.3 附件檢驗
6.3.1噴淋裝置和清洗裝置出廠前應進行運轉試驗,供水壓力達到工藝設計壓力,要求該裝置噴水均勻,轉動自如。
6.3.2 攪拌器出廠前應進行試運轉,罐內加水水位達到工作位置,運轉時間不低於4小時,要求罐體無異常震動和不正常的聲音,電機運轉正常。
7 檢驗規則
7.1 產品製造竣工後,檢驗部門應按本標準和圖樣的規定進行檢驗。
7.2 食品飲料不銹鋼薄壁容器的檢驗分出廠檢驗和型式檢驗。
7.3 出廠檢驗
7.3.1 出廠檢驗按5.1、5.2、8.2.2條的規定進行。
7.3.2 產品應逐臺進行檢驗,合格並簽署合格證明後,方可出廠。
7.4 型式檢驗
7.4.1 型式檢驗項目為全部技術要求。
7.4.2 有下列情況之一時,應進行型式檢驗:
a)產品試製、定型、鑒定時;
b)正式生產後,如結構、材料、工藝有較大改變,可能影響產品性能時;
c)停產12個月恢復生產時;
d)出廠檢驗結果與上次型式檢驗結果有較大差異時;
e)國傢質監部門提出要求時。
8 標志、包裝、運輸和貯存
8.1 標志
食品飲料不銹鋼薄壁容器必須在明顯部位固定不銹鋼銘牌,內容至少應包括:
a)產品名稱和商標;
b)主要技術規格,包括容積、外形尺寸等;
c)凈重;
d)出廠編號;
e)生產日期;
f)製造單位;
g)製造地址;
h)執行標準編號。
8.2 包裝
8.2.1包裝儲運圖示標志應符合GB/T191-2000,包裝箱內應附有:a)產品說明書;b)合格證;c)裝箱單。
8.2.2 食品飲料不銹鋼薄壁容器裝車運輸時應整體包裹保護膜,包括所有附件。產品放置在墊有軟質材料的專用鞍式擱架上,捆紮牢靠,避免劃傷。
8.3 貯存
食品飲料不銹鋼薄壁容器包裝後貯存在帶頂棚、無氯離子和其他腐蝕性物質的倉庫中;機器、機表應在防潮的庫房內貯存。

【選擇我們的幾大理由】
1、立先公司設有銷售部、工程部、售後部,我們都為您服務;
2、我們拼的不是價格,而是優質的質量及友好的服務;
3、我們的業務員和專業工程師會耐心聽完你的要求及想要達到的效果,為您物料量身定做;
4、我們的售後同事會從你下單到使用到實際生產服務於您;
5、20年行業經驗,行業領先;
6、工廠、辦公室現場參觀。
我們的優勢:
提供交鑰匙工程
工程及咨詢、安裝調試等服務
國際標準的售後服務和技術支持(包括故障處理和完善的維護支持工作)
定製
立先擁有國內業界最頂級的專業工程師團隊,在食品設備製造行業擁有多年的經驗,並不斷吸收國際先進技術再作
出改進,形成瞭一套環速專有的專業化定製流程,可根據企業的具體生產流程需求為企業開發專屬的生產設備。
保修
立先的設備質量完全達到瞭國際質量標準,保證三年的售後服務質量,使客戶不必擔憂產品的維護問題。






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。