




淄博市周村亞東造紙設備廠,地處素有“天下第一村”和“絲綢之鄉”之美稱的-周村。南依膠濟鐵路和309國道。北靠濟青高速,地理位置優越。二十年來,本廠專業生產1092-2640mm造紙機械的研制、開發、生產和銷售。各類整機的備品配件齊全,承接舊紙機的改造安裝業務,對原舊紙機的機械加壓改為氣動加壓,烘缸軸瓦式改為滾動軸承加工安裝,可根據用戶提供圖紙加工制造及技術服務。本廠依托部門高校及科研院所的技術力量,及時引進和轉化最新科研成果,大膽創新,不斷進取,投放市場深受廣大用戶青睞和信賴。
本廠秉承“品質為本,科技領先,誠信服務,持續改進,顧客滿意”的經營理念,以誠實、自信、博學、創新的企業精神,攜各界同仁邁向和諧、共贏的美好未來!
找最好的造紙設備就來淄博市周村亞東造紙設備廠!您的選擇是我們不懈的努力!


齒輪(Gear) 是依靠齒的嚙合傳遞扭矩的輪狀機械零件。齒輪通過與其它齒狀機械零件(如另一齒輪、齒條、蝸桿)傳動,可實現改變轉速與扭矩、改變運動方向和改變運動形式等功能。由於傳動效率高、傳動比準確、功率范圍大等優點,齒輪機構在工業產品中廣泛應用,其設計與制造水平直接影響到工業產品的品質。
“齒輪輪齒相互扣住齒輪會帶動另一個齒輪轉動來傳送動力。
將兩個齒輪分開,也可以應用鏈條、履帶、皮帶來帶動兩邊的齒輪而傳送動力。”
人類對齒輪的使用源遠流長,亞裡士多德可認為是第一個系統論述這一機構的人。而阿基米德不僅對齒輪和蝸輪有詳盡的論述,Pappus更記載瞭阿基米德通過一個蝸輪和九個齒輪的機構,使少數幾個奴隸就將大船Syrakusia推下海中。古印度的棉核剔除機構(現收藏於柏林博物館)都含有齒輪機構。齒輪的具體發明人無史可考,而早期齒輪並沒有齒形和齒距的規格要求,因此連續轉動的主動輪往往不能使被動輪連續轉動。為瞭解決這一問題,齒形發展為弧形,並通過減小齒距使被動輪獲得連續轉動,這使得齒輪機構的汲水裝置十分普及。
由於鐘表的出現和普及,人們產生瞭對齒輪定速傳動的需求。由齒廓嚙合基本定律:
和傳動比恒定的條件:
所決定的齒形理論上是無窮多的,Olaf Roemer在1674年曾論述外擺線齒形,而1694年Philipp de la Hire提出瞭漸開線齒形(齒形為圓形的漸開線)。在1733年,Camus提出瞭著名的Camus定理:
1765年,Euler闡明瞭相嚙合的齒輪,其齒形曲線的曲率半徑和曲率中心位置的關系。其後Savary完善瞭這一關系,形成瞭現在使用的Euler-Savary方程。1873年,Hoppe指出瞭不同齒數的齒輪在壓力角改變時的漸開線齒形,從而奠定瞭變位齒輪的基礎。19世紀末,范成切齒法原理的提出使漸開線齒形最終戰勝擺線齒形走上瞭大規模生產的道路。
1907年,Frank Humphris提出瞭圓弧齒形。圓弧齒形在使用壽命和減小尺寸方麵有一定優勢,因此在現代工業中也逐漸發揮作用。
[編輯]齒輪機構的類型

- 以傳動比分類
- 定傳動比 —— 圓形齒輪機構(圓柱、圓錐)
- 變傳動比 —— 非圓齒輪機構(橢圓齒輪)
- 以輪軸相對位置分類
[編輯]蝸桿



[編輯]斜齒圓柱齒輪主要參數
螺旋角: 為左旋,反之為右旋
為左旋,反之為右旋
齒距: ,下標n和t分別表示法向和端麵
,下標n和t分別表示法向和端麵
模數:
齒寬:
分度圓直徑: 齒頂圓直徑:da=m乘以(z+2) 齒根圓直徑:df=m乘以(z-2.5)
齒頂圓直徑:da=m乘以(z+2) 齒根圓直徑:df=m乘以(z-2.5)
中心距: <註>:m為齒輪模數,z為齒數
<註>:m為齒輪模數,z為齒數
正確嚙合條件:
- 其中第3項隻適用於傳動軸中心線平行時,存在軸交角時螺旋角可以不相同
重合度:
當量齒數:
[編輯]術語
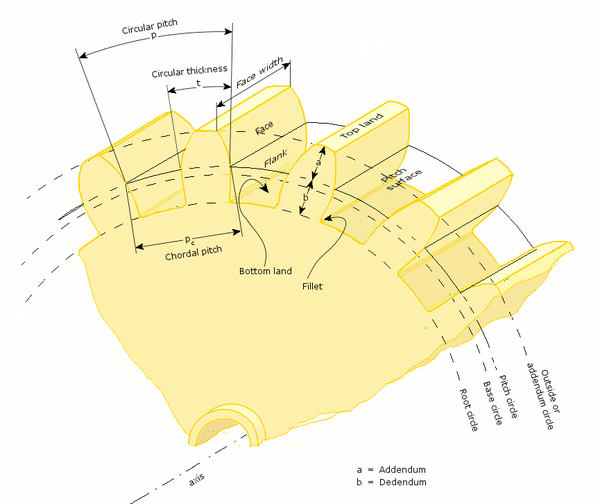
- 節麵:虛擬之滾動圓筒(或錐)表麵,其上可以代換不同輪齒。
- 節圓:節麵之正剖麵。
- 齒頂圓:齒端所構成之圓,在齒輪之正剖麵。
- 齒根圓:齒間所構成之圓,在齒輪之正剖麵。
- 齒高:分度圓圓與齒冠圓間之徑向距離。
- 齒根:分度圓與齒根圓間之徑向距離。
- 頂隙:某齒輪之齒根與搭配齒輪之齒冠間之距離。
- 齒麵:在節麵以外部份之齒麵。
- 齒腹:在節麵以內部份之齒麵。
- 圓周齒厚(亦稱齒厚):齒在分度圓上之厚度,它是弧長,不是直線長度。
- 齒距:在節圓上相鄰兩齒之距離。
- 側隙:為齒輪圓周齒厚與配對之齒輪之齒間之差。 理論上側隙應為零,但在實際上為克服制造上之誤差及熱脹的問題,防止運轉時,配對的齒與齒間發生排擠,仍必須存在某程度之空隙。側隙之調整可加大中心矩或在切削時多切除一部份。
- 周節(齒距)(p):齒寬度與齒間寬度,在節圓上量取。
- 徑節(P):以英制為單位,即為節徑上每吋之齒數。齒輪上之齒數不一定為整數,一般長取整數。
- 模數(m):分度圓直徑除以齒數,采用SI公制。m=d/z,d以毫米為單位。節徑通常以吋表示;故前麵的狀況模數為徑節之倒數,不過所用之單位必須經過轉換。
- 過渡曲線:輪齒與齒根圓連接過渡處的曲線(端麵上看)。
- 小齒輪:任何相配齒輪之最小齒輪。較大之齒輪則稱為齒輪。
- 傳動比: 單位時間內,驅動(或輸入)齒輪與被動齒輪(輸出)之回轉數比。
- 節點: 一對相配齒輪之節圓之相切點。
- 共切點:在節點處與節圓相切之線。
- 作用線: 相配齒輪外形在接觸點之法線。
- 接觸線: 相配齒輪外形接觸點之軌跡。
- 壓力角(α):齒輪上某個圓之共切線與通過齒接觸點法線之交角。亦即作用線與共同切線之交角。通常取分度圓上的壓力角為標準值,並稱為分度圓壓力角。
- 中心距(a):兩軸之中心距離,以前例 a=(d1+d2)/2 。【未變位時的中心距】
- 基圓(base circle):虛擬圓,漸開線的發生圓,決定瞭漸開線的形狀。
[編輯]換擋齒輪
在某些機器(如汽車)有必要改變傳動比,以適應任務。有幾種方法實現這個目標。例如:
- 手動變速箱
- 自動變速器
- 變速器齒輪這實際上是鏈輪結合一滾子鏈
- 集線器齒輪 (也稱為太陽或行星齒輪和行星齒輪)
[編輯]齒輪材料
許多有色金屬合金,鑄鐵,粉末冶金,甚至塑料用於制造的齒輪。但最常用的鋼材,因為他們的高強度重量比,成本低。常用塑料是在成本和重量是一個問題。設計合理的塑料齒輪可以代替鋼在許多情況下,因為它有許多理想性能,包括耐污垢,低速嚙合,並能夠“跳過”相當不錯的。制造商已經采用塑料齒輪,使負擔得起的消費項目物品,如影印機,光存儲設備,錄像機,價格便宜發電機,消費類音頻設備,伺服電機,和打印機。
在機械設備中,齒輪常用材料有45號調質鋼,40Cr調質鋼等。45號鋼,40Cr在調質後進行表麵淬火可以在基本保持齒根彎曲疲勞強度的前提下很大程度地增加齒麵疲勞強度,40Cr齒輪采用調質後表麵淬火的熱處理工藝可使齒麵硬度達到45~55 HRC。20CrMnTi(滲炭後淬火)是比較好的齒輪材料,其強度極限(1200MPa)和屈服極限(1100MPa)是相對較高的,表麵硬度可達58~62 HRC,在高速重載並且對機械尺寸和質量有較高要求的設備中的典型材料。
[編輯]制造
齒輪的加工方法有鑄造、模鍛、冷紮、熱紮、切削加工等,其中以切削加工最為常見。切削加工可按原理分成仿形法和范成法兩種。
仿形法是在銑床上采用刀刃形狀與被切齒輪的齒槽兩側齒廓形狀相同的銑刀逐個齒槽進行切質的加工工藝。仿形法生產效率低,加工精度低,適用與對精度要求不高的大模數單件小批量生產。
范成法又稱展成法,是目前齒輪加工中最常用的一種,如插齒、滾齒、磨齒等。范成法是利用齒廓嚙合基本定律來切制齒輪的,假想將一對嚙合的齒輪之一作為刀具,而另一個作為齒坯,使兩者仍按原傳動比運動,同時刀具作切削運動,則在齒輪坯上便可加工出與刀具齒輪共軛的齒輪廓。
搓齒加工的成形原理。安裝在滑臺上的上下對置的兩把搓齒模具,在經同步齒輪同步後由油壓或伺服電機驅動作相對直線運動,模具被修磨成逐漸切入的齒形,工件由前後頂尖支撐,並可以通過前後頂尖的位移功能方便的調整工件加工部位,上下模具相對運動驅動工件旋轉並逐漸的將工件擠壓成形,經休整後最終退出,花鍵的成形精度及穩定性是由上下搓齒模具的預置剛性距離而獲得,數秒鐘內完成無屑成形。花鍵冷成形實際上時一次齒根材料被逐漸擠壓替換到齒頂的無屑加工過程。搓齒成形工藝及其優點。效率與傳統的切削加工相比,提高30倍以上,工件承載能力比切削件提高40%,粗糙度可達Ra0.4以下,節約材料9%-15%,經冷成形的齒形的疲勞強度及扭轉強度、耐磨性大幅提高。(力成專機)
[編輯]檢查
齒輪幾何檢查和驗證,可使用各種方法,如CT掃描、坐標測量機、白光掃描或激光掃描。特別有用的塑料齒輪,CT掃描可以檢查內部幾何和不完善之處,如孔隙率。
[編輯]失效

齒輪的失效主要出現在輪齒上。不過,輪齒每一種失效形式的出現並不是單一的,齒麵一旦出現瞭點蝕或膠合,就會加劇齒麵的磨損;齒麵的嚴重磨損又將導致輪齒的折斷等。
| 磨損或刮傷 | 中心線不正、表麵粗躁、齒輪接觸不良、超重負荷滑動、黏度太低、啟動溫度不夠 | 增加油黏度、改用非腐蝕性極壓潤滑油、預熱油溫 |
| 擦傷 | 油膜破裂、表麵溫度過高 | 改用非腐蝕性極壓潤滑油、冷卻油溫 |
| 點蝕 | 黏度過低、齒麵粗躁、或某接觸點超過負荷 | 改用極壓潤滑油, 增加油黏度、齒輪麵光磨或增加表麵硬度、校正齒輪中心線讓負荷平均分佈輪齒接觸麵上 |
| 燒傷 | 超負荷或缺少潤滑 | 按設計規格、操作運轉、增加潤滑油 |
| 塑性變形 | 在過大的應力作用下,齒輪材料處於屈服狀態而產生齒麵或齒體塑性流動 | 采用高粘度的或有極壓添加劑的潤滑油,減小齒麵粗糙度,適當選取主從動輪的材料和硬度 |
[編輯]象征
齒輪是一種常見產業的符號,或者臺灣部份的職業學校[1],有些國傢的國旗或國徽會出現齒輪,例如:老撾國徽。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



