




![]()

聯系人:孫經理 聯系電話:0632-5251801
由於本公司的各款產品都有不同顏色以及尺寸型號可供客戶選擇,我們會盡可能地按客戶的要求來發貨,而如果出現斷貨,缺貨的情況,將無法按客戶意願來發貨,因此,請客戶在下單前與我們聯系確定相關產品的價格,數量以及款式型號等。
![]()
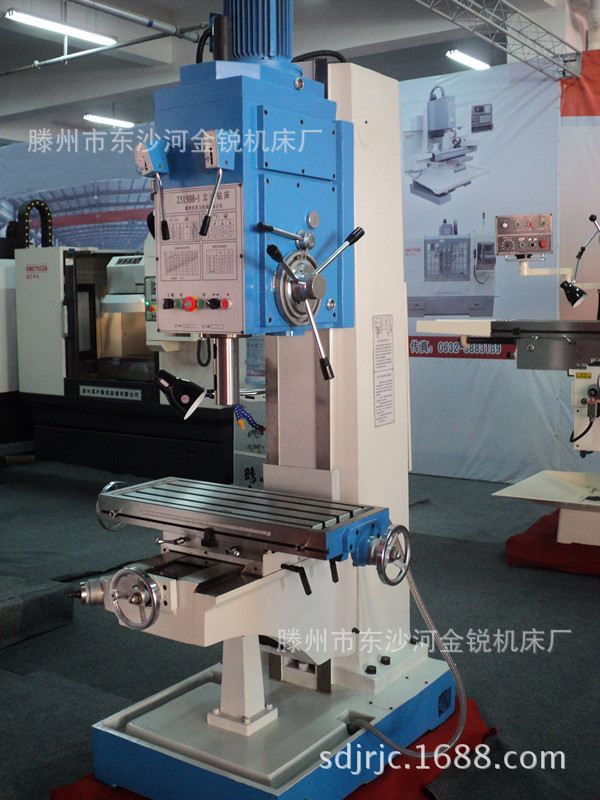
Z5140B Z5150B立式鉆床
立式鉆床vertical drilling machine
主軸豎直佈置且中心位置固定的鉆床,簡稱立鉆。常用於機械制造和修配工廠加工中、小型工件的孔。
加工前,須先調整工件在工作臺上的位置,使被加工孔中心線對準刀具軸線。加工時,工件固定不動,主軸在套筒中旋轉並與套筒一起作軸向進給。工作臺和主軸箱可沿立柱導軌調整位置,以適應不同高度的工件。
立鉆有方柱立鉆和圓柱立鉆兩種,還有排式、多軸坐標和轉塔等多種變型。①排式鉆床:一般由2~6個立柱和主軸箱排列在一個公用底座上,各主軸順次加工同一工件上的不同孔或分別進行各種孔加工工序,可節省更換刀具的時間,用於中小批量生產。②多軸立式鉆床:機床的多個主軸可根據加工需要調整軸心位置,由主軸箱帶動全部主軸轉動,進行多孔同時加工,用於成批生產。③坐標立式鉆床:在方柱立鉆上加可縱、橫移動的十字工作臺而成,可按坐標尺寸進行鉆削。④轉塔立式鉆床:多采用程序控制或數字控制,使裝有不同刀具的轉塔頭自動轉位、主軸自動改變轉速和進給量,工件自動調整位置,實現多工序加工的自動化循環。
型號Model | Z5140B | Z5150B |
最大鉆孔直徑Max drilling dia (mm) | 40 | 50 |
主軸孔錐度Spindle taper (mm) | MT4 | MT5 |
主軸行程Spindle travel (mm) | 250 | 250 |
主軸箱行程Spindle box travel by manual (mm) | 200 | 200 |
主軸轉速級數Spindle speed steps (mm) | 12 | 12 |
主軸轉速范圍Spindle speed range (mm) | 31.5-1400 | 31.5-1400 |
進給量級別Spindle feed steps (mm) | 9 | 9 |
進給量范圍Table size spindle feed range (mm) | 0.056-1.80 | 0.056-1.80 |
工作臺麵積Table size (mm) | 560480 | 560480 |
工作臺行程Vertical travel (mm) | 300 | 300 |
Max distance between spindle and table (mm) 主軸端麵至工作臺麵最大距離 | 750 | 750 |
主機電機功率Main motor power (k.W) | 3 | 3 |
![]()
鉆床安全操作規程
1.工作前對所用鉆床和工卡量進行全麵檢查,確認無誤時方可工作。
3.工件裝夾必須牢固可靠。鉆小件時,應用工具夾持,不準用手拿著鉆。
4.使用自動走刀時,要選好進給速度,調整好行程限位塊。手動進刀時,一般按照逐漸增壓和逐漸減壓原則進行, 以免用必過猛造成事故。
5.鉆頭上繞有長鐵屑時,要停車清除。禁止用風吹、用手拉,要用刷子或鐵鉤清除。
6.精鉸深孔時,拔取圓器和銷棒,不可用力過猛,以免手撞在刀具上。
7.不準在旋轉的刀具下,翻轉、卡壓或測量工件。手不準觸摸旋轉的刀具。
8.使用搖臂鉆時,橫臂回轉范圍內不準有障礙物。工作前,橫臂必須卡緊。
9.橫臂和工作臺上不準存放物件,被加工件必須按規定卡緊,以防工件移位造成重大人身傷害事故和設備事故。
10.工作結束時,將橫臂降到最低位置,主軸箱靠近立柱,並且都要卡緊。

鉆床日常保養
1、清洗機床外表及死角,拆洗各罩蓋,要求內外清潔、無銹蝕、無黃袍,漆見本色鐵見光。清洗導軌麵及清除工作臺麵毛刺。檢查補齊螺釘、手球、手板,檢查各手柄靈活可靠性。
2、搖臂鉆床主軸進刀箱保養:檢查油質,保持良好,油量符合要求。清除主軸錐孔毛刺。清洗液壓變速系統、濾油網,調整油壓。
3、搖臂鉆床搖臂及升降夾緊機構檢查:檢查調整升降機構和夾緊機構達到靈敏可靠。
4、搖臂鉆床潤滑系統檢查:清洗油氈,要求油杯齊全、油路暢通,油窗明亮。
5、搖臂鉆床冷卻系統檢查:清洗冷卻泵、過濾器及冷卻液槽。檢查冷卻液管路,要求無漏水現象。
2. 關閉電源,打開電器門蓋,檢查電器接頭和電器元件是否有松動、老化。




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



