



電化學去毛刺機床技術簡介
一、電化學去毛刺的基本原理:
電化學去毛刺的基本原理是利用金屬在電解工作液中產生陽極溶解的電化學反應現象。如下圖所示:
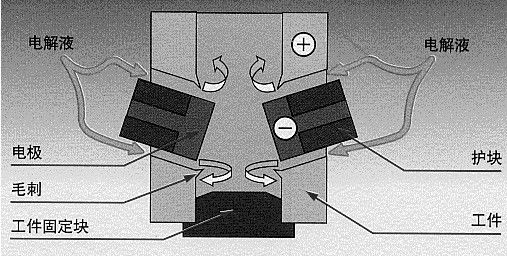
圖1:電解原理示意圖
以工件為陽極,工具電療為陰極,當強迫使電解液通過工件上的毛刺和特殊設計的工具電療之間十分狹小的間隙同時,短時間加以電解電壓,這時在工件的毛刺或棱邊部分電流最集中,電流密度也最大,因而使毛刺很快被溶除,棱角也被倒圓。
在電化學去毛刺的過程中,工件和工具電療二者是相對固定不動的,即屬於固定式工具陰極的電化學加工方法。
電化學去毛刺加工中,電療間的反應是相當復雜的,影響因素也較多。以鋁制零件電化學去毛刺為例,當采用NaNO3為基本的水溶液為電解液時,在電解液中存在著H+、OH—、Na+、NO3—等離子,此時陽極反應為:
在外電源作用下,陽極(即工件)表麵:
Fe-3e—> Fe +++
Fe +++ + 3OH——> Fe(OH)3↓
生成的Fe(O H)3 沉淀物被流動的電解液帶走。
在理想的情況下,電化學反應過程中,陽極金屬(即工件)不斷被溶解,水被分解消耗,因而使電解液的濃度有一定變化,而其它離子在電化學反應過程中起導電作用,其本身不會消耗,沉淀的金屬氫氧化物通過過濾排除。
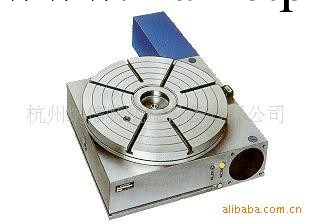
二、電化學去毛刺專用設備總體及主要技術指標:
本機床是毛刺去除的專用電化學去毛刺設備。設備由主機、電源控制系統、電解液系統、工具電療夾具單元等部分組成。可根據客戶需求而定制不同式樣的機床.
主要技術參數和規格:
加工參數: 根據用戶工件長度定制。
毛刺部位: 孔相貫部位毛刺。
工位佈置: 根據客戶生產節拍合理佈局工位。
1、電療插入方式:自動方式。
2、電解加工時間:≤50s
3、上、下工件方式:手工
4、主軸行程:400mm
5、電解液槽容積:1.4m³
6、電源輸出額定電壓:DC24V
7、壓縮空氣(現場提供):0.6 Mpa
8、輸入電壓、電流: 3相AC380V 50HZ 15KVA
9、設備占地麵積(參考): 2000mm ×2200mm ×2400mm
三、主機:
電化學去毛刺專用機床主機采用全防腐鋼板焊接結構,工作區域為全不銹鋼制成。工件與電療由氣控驅動壓緊裝置導電,電療自動插入;工件人工放入,由工裝定位。
四、電解液系統:
電解液槽由優質不銹鋼焊接而成,輸液主泵采用浸入式不銹鋼泵。
電解液在長期使用後,其中所含的金屬氫氧化物和其它雜質不斷增加,這將使電解液的粘度增大,影響電解液在加工間隙內的流動,嚴重時會發生短路,造成工件和電療的損壞。本系統對電解液進行粗、精兩道過濾。粗過濾采用全防腐的紙帶過濾機過濾,以去除電解液中的雜質和大顆粒蝕除產物。精過濾采用濾芯過濾,由於蝕除產物--金屬氫氧化物顆粒細微,須定期對過濾器及濾芯進行清洗和更換。
五、工具電療夾具單元及對工件的要求:
工具電療夾具采用固定式陰極結構,每套電療夾具根據工件去毛刺部位的具體去毛刺結構及要求,專門設計制造。
陽極和陰極(即工件和電療)之間的金屬接觸會出現短路,導致電療和工件的損壞。因此有必要對工件上毛刺的大小和方向作如下規定:
刺厚度最大為0.5mm;刺長度不大於0.8mm;刺方向須與電療插入方向平行;如果由於前道工序非正常切削加工,而使工件產生超過上述要求的飛邊毛刺時,應當調整切削加工工序,使產生的毛刺符合上述要求,或用手工工具將毛刺飛邊預先去除後,方可進行加工。
吸附在工件上的脫落的切屑以及污物也會造成加工時的短路故障、加工缺陷以及不良的導電接觸,因此,工件必須經過前道清洗後才能進行加工。
工件去毛刺加工後,零件表麵粘附有電解液,須進行清洗並作工序間暫時性防銹處理。去毛刺工序的前後清洗由需方負責。
六、應用
可廣泛用於氣動、液壓、工程機械、油嘴油泵、汽車、發動機等行業不同金屬材質的泵體、閥體、連桿、曲軸、柱塞針閥偶件、齒輪等零件的去毛刺加工。
電化學去毛刺機的主要技術特點:
1 適用於難於去除的內部毛刺、熱處理後和精加工的零件。
2 在孔的交貫處或棱邊處可形成小圓角。
3 不損壞精加工表麵。
4 去毛刺的效率高,每個加工循環隻需2~3分鐘。
5 可多件同時進行毛刺去除。
作為電化學加工一種特殊的應用形式,它對加工工件無機械作用力,能夠實現自動化或半自動化,適合去除高硬度、高韌性金屬零件的毛刺,可以在工件的特定部位進行限定加工。
對於手工難以處理、可達性差的復雜內腔部位,尤其是交叉孔相貫線的毛刺,利用電化學去毛刺有著明顯的優勢。電化學去毛刺對加工棱邊可取得較高的邊緣均一性和良好的表麵質量,具有去除毛刺效果好、安全可靠、高效等優點,一般情況和傳統工藝相比,效率可提高10倍以上。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。