





上海辦順滾珠絲杠維修服務部一九九七成立,滾珠絲杠維修事業部,可以為各種品牌的國內外CNC機床的數百種主軸滾珠螺桿進行維修服務,時間周期短,維修效果好,並得到業界的一致好評。辦順公司現在已經擁有在滾珠絲杠行業中研發、設計、生產和維修領域數十年的豐富經驗和實戰技能。購入瞭世界先進的設備,吸納瞭國內外具有精湛技術、經驗豐富的滾珠絲杠領域中的高級工程師 ,打造全球最佳的滾珠絲杠的維修與保養服務。聯系王工13472595883,公司以“誠信、創新、服務、為客戶創造價值”為經營理念,能為客戶提供最優質的服務是我們的追求。臺灣、德國全系列產品廣泛應用於CNC機床、航天、精密機器 、工業機器人、包裝機械、紡織機械、食品機械、電子設備、運輸系統、半導體和 LCD 制造設備、醫療和..
很高興為您,提供精密滾珠絲桿。貨期快價格低,材質德國? 材料選擇,現貨供應機床絲杠螺桿,精度C2 C3 C5 加工快.庫存多,三天就可以出貨。聯系王工13472595883
采用高規格德國材料。在原料的選取上對材料的硬度、抗磨損、剛度、芯部強度等參數嚴加控制。絲桿采用材料為:德標58CrMoV4/Cf53, 滾珠螺母采用:德標15CrNi6/16MnCr5, 絲杠和螺母軌道硬度在60土2HRC




數控車床HK80B CK6140車床,CK6140數控車床 四頭木工雕刻機 專業雕銑機 木工雕刻機 線切割 高精中走絲機



數控臥式加工中心- 五軸加工中心 外圓磨床 一機車床 高精加工中心 高精雕銑機
以上機床,滾珠絲桿.直線導軌.均有現貨,維修更換聯系王工:13472595883
世界最快加工滾珠絲桿廠傢貨期7天交貨,一半都是成品.隻要加工螺母就可以發貨.精度C2 C3 C5 C7
,高速制造.滾珠絲桿副,貨期7天.均可供應.一半都是成品,隻要配上螺母就可以安裝使用.

加工中心滾珠絲杠 常見引起加工問題 機床安裝原理其實簡單
1 加工尺寸不穩定
給予正常加工參數加工尺寸不是偏大就偏小,在不同的位置加工尺寸不一樣。
2 表麵超來超粗糙
Z軸絲杠太松,主軸會左右上下搖擺。
3 加工直角有圓弧
不到指定位置就開始轉換下一指令。
4 加工圓成瞭橢圓
橢圓分為,45度橢圓(x y軸間隙太大)90度橢圓(看正常參數是哪個軸尺寸不到位)
5 加工出來有波浪紋
可能絲杠有卡珠,軸承有進入雜物,絲杠間隙過大。
6 銑異型孔時會帶錐度
加工產品時候機臺帶有微震動,螺母和絲杠會


<維修滾珠絲桿基礎知識>
一:滾珠絲桿維修,高精密滾珠螺桿維修,專業滾珠絲桿維修中心。
二:非標絲桿定制,單根絲桿定做,提供各種疑難傳動問題解決方案,交貨期短,歡迎選型。
上海辦順機電科技有限公司,是專業的滾珠絲桿維修中心,有專業的絲桿維修機器,可以維修進口,國內,各種機床的滾珠絲桿,涵蓋精密,微型,超長,超大等各種特殊絲桿,可以根據客戶需求定做各型號絲桿,品牌絲桿替換,速度快,質量好,價格平。公司采取回訪信譽機制,以保證公司所維修出去的絲桿都是貨真價實達標,讓你滿意。

我們的服務包括一:清洗、加潤滑油脂、調整絲杠和滾珠螺母之間隙、 二:更換滾珠絲杠和螺母之間滾動體(鋼球)、 三:更換滾珠螺母、 四:更換滾珠螺母循環配件(循環管或換向器)、 五:研磨已經磨損的滾珠絲杠和滾珠螺母的溝道使其達到用戶的使用精度。 六:提供滾珠絲杠的精度檢測服務,使客戶在第一時間瞭解到設備的狀態,從而提高生產效率,大大降低瞭由於設備的故障所帶來的損失。 七:滾珠絲杠的替換服務;由於客戶的滾珠絲杠已經到達使用壽命無法維修,我們可以在第一時間為客戶提供上門測繪服務,並為客戶提供專業的技術支持,在最短的時間內為客戶提供:高精度滾珠絲杠的替換,已達到客戶的設備可以在第一時間運轉,從而減少客戶的損失。聯系:王工13472595883上海辦順滾珠絲杠維修服務部
真誠服務客戶,為客戶解決燃眉之急,長期為客戶提供保修服務。
珠絲杠副基礎知識


1. 什麼是滾珠絲杠副? 維修聯系王工13472595883可上門服務
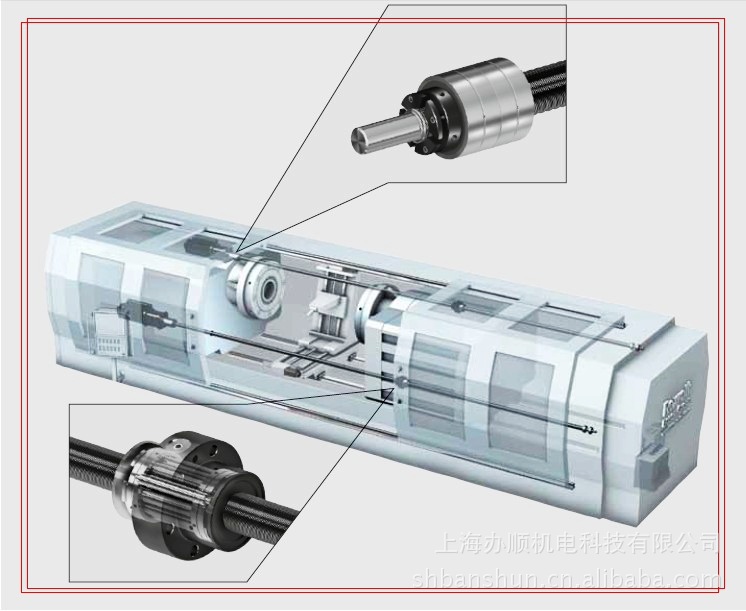
滾珠絲杠副是由絲杠,螺母,滾珠組成的機械元件。其作用是將旋轉運動轉變為直線運動,或逆向由直線運動變為旋轉運動。絲杠、螺母之間用滾珠做滾動體。
2. 滾珠絲杠副有哪些特點?
(1) 傳動效率高。(達85%—98%)。
(2) 靈敏度高。(無顫動、無爬行,同步性好)。
(3) 定位精度高。(可以實現無間隙傳動,剛度強,溫升小)。
(4) 使用壽命長。(是普通滑動絲杠的4倍以上,磨損小,精度保持期長)。
(5) 使用、潤滑和維修方便、可靠。
(6) 可逆向傳動,不自鎖。(在垂直使用或需急停時,應附加自鎖或制動裝置)
3. 螺紋滾道的單圓弧、雙圓弧各有何特點?
單圓弧的優點是無偏心,工藝上易獲得,缺點是用於“T類”絲杠時軸向間隙大,運動滯後,若減小間隙,滾珠接觸點低,受力差,加工時磨出“油槽”,測不準節圓(滾珠或測棒與滾道圓弧不相切)。雙圓弧避免瞭上述缺點,但工藝上難獲得。
4. 雙圓弧滾道有什麼特點?
主要是為瞭便於測準節圓。
5. 滾道底部的小圓弧起什麼作用?
此小圓弧熟稱“油槽”,使用中可存油及容異物,加工中起工藝作用。減少磨削徑向力。
6. 什麼是內循環、外循環滾珠絲杠副?它們是如何分類的?
一般定義為:滾珠在循環中始終不脫離絲杠表麵的為內循環,反之為外循環。內循環有浮動(F)與固定(G)之分,外循環有螺旋槽(L)、插管(C)和端蓋(DG)之分,其中插管式又有埋入式(CM)和凸出式(CT)之別。相對來說,內循環滾珠絲杠副的螺母安裝直徑可以更緊湊,因此應用也最廣泛。
7. 浮動內循環返向器有何特點?
優點是:
(1) 流球通道為立體相切對稱變曲率腔,技術含量高;
(2) 圓形孔工藝性好,螺母軸向距離小,外徑尺寸緊湊;
(3) 凸筋既定位,又鏟球,起雙重作用;
(4) 型腔為半開空間隧道,流球順暢,與絲杠外徑不摩擦;
(5) 塑料制成,成本低,吸收振動,噪音小;
(6) 可在上下及圓周方向上微量浮動,經跑合後自動趨向最佳位置;
(7) 有效保護絲杠主體(滾珠脫落故障時,僅返向器損壞);
(8) 直徑適用范圍廣,還可用於雙線(雙頭)螺紋;
缺點是:
(1)不耐高溫(適用范圍±60℃);
(2)絲杠滾道必須一端開通才可以裝配。
8.插管循環方式的特點是什麼?
滾珠在插管內返向平滑,傳動平穩:缺點是螺母安裝尺寸大,管舌處薄弱,耐磨性、抗沖擊性差。不適用於螺母轉速高的場合。
9.端蓋式循環方式的特點是什麼?
徑向尺寸大,軸向尺寸特小,尤其適合大導程多線螺紋;缺點是滾珠易產生撞擊、跳動,摩擦損失。端蓋式無法進行雙螺母預緊
10.螺旋槽循環方式是否應逐漸淘汰?
螺旋槽式雖然安裝尺寸大,工藝復雜,傳動不平穩,安裝槽有方向性要求(朝上);但擋珠器可阻擋硬性異物進入螺母內,擋球可靠,適用高低溫范圍非常廣,所以還不能淘汰,尤其多用於軍工產品。
11. 雙螺母預緊型滾珠絲杠副有何特點?
浮動內循環法蘭—直筒組合的墊片預緊型應用最為普遍,內循環安裝外徑小,組合安裝方便,調整預緊力簡便,使用磨損出現間隙,還可自行調整多次使用。
12. 變位預緊型與增大球徑預緊型有何異同點?
都是單螺母消隙,無雙螺母的組合誤差,軸向尺寸特小;但兩者磨損出現間隙後一般無法再達到預緊效果,一般用於中、低負荷。
變位預緊型傳動效率高,精度保持期長,用於精密定位。增大球徑預緊型承載力大(是位預緊型的兩倍),但磨損快,用於中、低精度。
13. 齒差式預緊的分類與特點?
有內、外齒式兩種,預緊力可任意調節,但較為復雜,成本高。
14. 圓柱式預緊的分類與特點?
有直銷、橫銷兩種,預緊可靠性差,較易出現間隙,成本低。
15. 雙直筒型預緊的特點?
徑向尺寸小,既可增大墊片也可減小墊片厚度預緊,螺母座復雜。
16. 雙法蘭型預緊的特點?
徑向尺寸大,既可增大墊片也可減小墊片厚度預緊。“麵對麵”型安裝拆卸困難,“背對背”型減少瞭一個螺母的行程。
17. 現行滾珠絲杠副標準(GB)經歷瞭怎樣的演變?
早期的蘇Q/J.JB11-78標準,是國內最早的一部地方專業標準,精度代號分C-J-B-P-T級別,B為標準級。稍後的JB3162-82是應用時間最長、影響最廣的一部部頒標準,它參照德國DIN69051標準,精度代號分為:C-D-E-F-G-H級別,E為標準級。再稍後的JB/GQ1098—87是JB3162—82的補充件。JB/T3162—91標準套用國際標準,仍為部頒標準。現行標準為:GB/T17587.3—1998,等效采用國際標準ISO3408—1992.精度代號為:1-2-3-4-5-7-10,4級為標準級。
18. 區分公稱直徑d0與節圓直徑Dpw有何意義?
公稱直徑d0起標識作用,無公差,取整數值,起便於商務和管理的作用。
節圓直徑DPW有公差帶,可一為小數,在工程計算上起參數作用。
19 區分定位(P類)與傳動(T類)類別有何意義?
兩者使用的場合、作用不同。P類用於精密定位。T類用於受力傳動,螺紋精度僅查全長內行程偏差及任意300mm內行程變動量,要求遠遠低於相同級別的P類。
20 滾珠絲杠副要檢查哪幾類要求?
查安裝尺寸,幾何精度,性能,外觀四類要求。
21 滾珠螺紋精度的含義?
螺母相對於絲杠旋轉所行走的距離叫“行程”.實際走的距離與希望(理想)走的距離的差值叫“行程偏差”。螺母在絲杠每一段上走的偏差不盡相同,取其平均值交“平均行程偏差”。因它是在螺紋全長(當然,是指有效范圍)上測取的,故俗稱叫“全長。螺旋線在一定范圍內波動變化,沿著一條“中軸線”,波峰與波谷各自之間的連線形成瞭一條“帶子”,線沒有寬度,而帶子是有寬度的。俗稱“帶寬”,即指全長上的行程變動量寬度范圍。實際上,任意300mm內變動量(俗稱“300”)和一牙內變化量(俗稱“2π”或“周期”)都是“帶寬”的概念。隻是度量區間長短而已。
“全長”、“帶寬”、“300”、和“周期”是檢查螺旋線誤差的四個項目,其中“300”是最主要項目。(嚴格定義參見GB/T17587.3—1998)
22. 什麼是行程補償值C?工藝上如何獲得?
目標行程減公稱行程等於行程補償值C(Ls-L0=C),作用是用以補償絲杠工作時由於溫升和載荷引起的伸長量。工藝上可用修正尺法和溫升法獲得,C值通常取負值。
23. 產品樣本中額定靜載荷C0a與額定動載荷C0的含義?
使鋼球產生萬分之一變形量的軸向力叫額定靜載荷C0a。
轉數為一百萬轉,使絲杠副出現疲勞現象的軸向力,叫額定動載荷C0。
24. 剛度Kc的含義與檢查?
剛度值是指鋼球與滾道間的軸向剛度值,是根據國際標準理論計算的。
25. 滾珠絲杠副的材料?
90%為軸承鋼GCr15,此外還有滲碳鋼20CrMnTi、氮化鋼38CrMoAl、不銹鋼4Cr13等,插管為不銹鋼1Cr18Ni9Ti,浮動式返向器為工程塑料。
26. 磨制滾珠絲杠需經過哪些熱處理?各有何作用?
熱處理內容 作用
1)球化退火HB170-217 預備熱處理;便於加工,好校直
2)調質HB230-270 預備熱處理;提高芯部強度韌性
3)高溫回火 去除初加工應力
4)感應淬火G58 使滾道耐磨而芯部較軟不易折斷
5)冰冷處理 穩定組織,用於高精度(1-3級)
6)中心孔淬火H42 使中心孔表麵耐磨,工藝作用
7)時效處理 去除半精加工應力


王利勇 維修聯系王工13472595883可上門服務
wangliyong 精密滾珠絲桿THK
上海辦順機電科技有限公司
ShangHai Banshun Automation Equipments Co.,Ltd
地址:上海市松江區光星路831號。 201600
Shanghai Songjiang District Star Light Road 831。201600
電話/Tel:(8621) 3139 6963 13472595883
傳真/FAX:(8621) 3700 8567
手機:13472595883
http://www.i-f.sh


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




