| 加工范圍:軸,油缸的密封圈內外槽麵,R麵(內R和外R),斜麵等等進行鏡麵滾壓 | 型號:外槽/內槽/單滾型滾壓工具/滾壓刀/滾壓頭/滾光刀/擠光刀/壓光刀/擠壓刀 | 直徑:齊全 |
| 材質:德國進口材料 | 精度:0.005 | 品牌:威爾特斯 |
| 規格:外槽用,內槽用 | | |
nt color="#0000ff" size="7" style="BACKGROUND-COLOR: #ffff00">以下為部分實物照片,供參考nt>


nt color="#ff0000" size="6">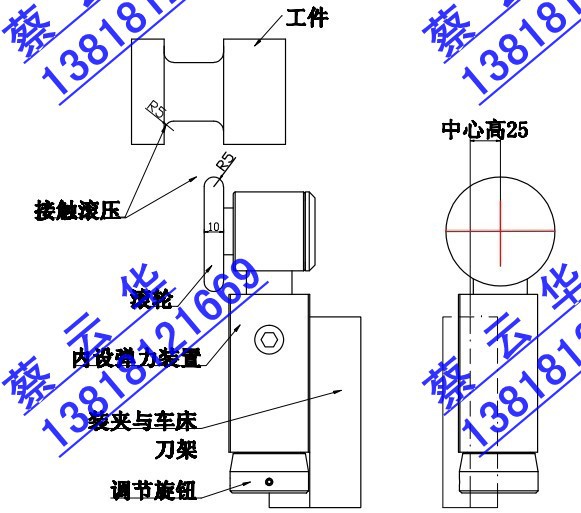 nt>
nt>
nt color="#ff0000" size="6">






 nt>
nt>
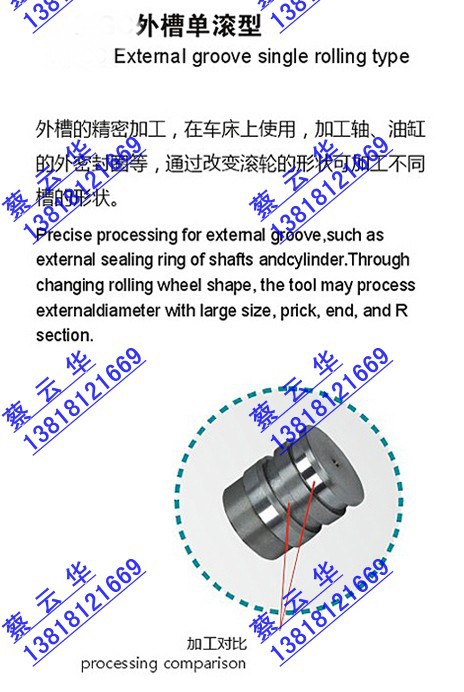
nt color="#ff0000" size="6">外槽單滾型滾壓工具/滾壓刀/滾壓頭:nt>
nt size="5">內置壓力調節裝置(帶彈力)在車床上使用外槽的精密加工,用於軸、油缸的外密封圈等,通過改變滾輪的形狀可加工不同槽的形狀,如外密封槽麵,R麵(內R和外R),斜麵等等進行鏡麵滾壓nt>
nt color="#0000ff" size="6" style="BACKGROUND-COLOR: #ffff00">nt>
nt color="#0000ff" size="6" style="BACKGROUND-COLOR: #ffff00">以下為部分內槽刀滾壓工具實物照片,供參考nt>




nt color="#ff0000">nt size="6">內槽單滾型滾壓工具/滾壓刀/滾壓頭:nt>
nt> nt size="5">內孔的精密內槽滾壓加工,在車床上使用,如油缸的內槽密封圈等,通過改變滾輪子形狀可加工不同槽的形狀及內徑端麵等加工,如內密封槽麵,R麵(內R和外R),斜麵等等進行鏡麵滾壓。nt>
什麼是滾壓加工?
我們經常看到壓路機鋪設道路時,壓路機將凹凸不平的馬路壓得很平整。滾壓工具的加工原理也是如此,用滾輪滾壓金屬表麵,將表麵凸起部分碾平,而使凹陷部分隆起,加工成光滑如鏡的效果。它是無切削的塑性加工方法。
滾壓加工原理:
滾壓加工是將高硬度且光滑的滾輪與金屬表麵滾壓接觸,使其表麵層發生局部微量的塑性變形後得到改善表麵粗糙度的塑性加工法的一種。
短時間內改善表麵粗糙度的同時表麵被加工硬化,並且由於產生壓縮殘留應力可得到具有耐久性的表麵。
圖1:為滾壓加工原理的模擬圖。在滾壓區域(A)滾輪與切削加工麵接觸後漸漸加壓,在塑性變形區域(B)接觸壓力超過材料的屈服點,產生局部塑性變形。
在滾輪下端最大負重作用後,在平滑區域(C)開始彈性恢復,滾輪漸漸離開加工表麵。
在實際的滾壓加工中由滾輪連續並反復進行上述動作,將表麵加工成平滑如鏡。
產品性能:
1、本工具可在普通車床、CNC系列機床、加工中心等設備上使用。
2、適用於工件硬度HRC40以下的各類金屬材質零件的外、內槽的加工。
3、可加工范圍,最小槽寬1.0mm,槽深20MM以內,外槽寬為無限寬。內孔孔徑為25mm以上方可加工。
4、零件通過一次性加工後表麵粗糙度可達到Ra0.2um。
5、另可以根據用戶要求及機床規格來設計訂做。
操作方法:
1、選擇合適的外、內槽滾壓工具,將工具裝夾部裝夾在機床設備的刀架上。
2、使工具頭與工件軸線、槽心相吻合。
3、外槽滾壓工具設計配備瞭彈簧壓力調節裝置,其浮動范圍在0.2MM-0.4MM之間。
4、為瞭獲得最佳效果,請選用合適的滾壓量。
參數 (供參考)
工具型號 | WC | LC |
工具外徑(mm) | 36*36 | 20*20 |
有效加工徑(mm) | 依據工件 | 依據工件 |
柄部長度(mm) | 150 | 150 |
柄部直徑(mm) | 36 | 20 |
全長(mm) | 180 | 180 |
滾輪數(支) | 1 | 1 |
加工條件: (供參考)
Ф50槽深5mm、寬5mm為例: |
型號 | WC |
滾壓量(mm) | 0.01∽0.03 |
轉速(r/min) | 600 |
工具的維護與保養:
1、滾針的更換: 把工具頭部螺絲卸下,滾針從保持套內取出即可。(滾針型號必需與保持套相符)
2、保持套的更換: 同樣的方法卸下保持套螺帽,取下保持套更換。
3、軸承的更換: 卸下保持套螺帽,松動軸承固定螺絲,取下軸承。(軸承型號必須與工具配套)
4、由於滾壓頭加工時產生微小粉塵,必需保持工具工作部位的清潔,潤滑。經常清洗清理滾針與保持套、軸承之間的積物。
5、潤滑液循環使用時,請使用過濾裝置.過濾器的過濾網與精密加工表麵的粗糙相對應,建議使用5-40um.
註意事項:
1、為瞭獲得合理的滾壓餘量,應根據工件本身情況(主要是材質、硬度、滾壓前表麵的粗糙度)有所選擇。故批量加工前應試加工2-3件,求出最佳滾壓值。(詳情參考表四)
2、選擇清潔的低粘度冷卻潤滑油,(供參考)
材料 | 澗滑油 | 比例 |
鋼件 | 機油加柴油 | 3:7 |
鋁件 | 機油加煤油 | 3:7 |
銅件 | 32#變壓器油 | |
鑄件 | 機油加柴油 | 3:7 |
3、工件必須有足夠的壁厚,若壁太薄,應在減少壁厚之前滾壓。或有一個型架來支撐內部或周邊。
4、滾壓部位不宜有較深的刀痕,刀紋應均勻、松弛。
您可以選擇下述方式中任何一種與我們聯系:
QQ 在線咨詢:190376780
阿裡旺旺咨詢:190376780
聯系人:蔡雲華
手機:13818121669
傳真:021-63525316
郵箱:[email protected]
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。