| 加工定制:是 | 品牌:通 | 型號:12 |
| 材質:金剛石 | 類型:圓柱鉸刀 | |
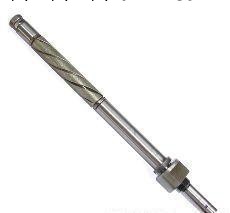
高精度可調式金剛石絞刀是為加工液壓閥閥孔設計的專用的刀具。它的特點是:精度高,圓株度可達到0.002,粗糙度在0.4以上,且加工速度快,使用壽命長,是精加工閥孔最理想的工具但金剛石鉸刀的鉸削性能不同於一般機用鉸刀,使用時必須正確掌握使用方法,才能獲得理想的鉸削效果.
金剛石鉸刀一套分粗、中、精三支,鉸削量分別為:
粗鉸0.02—0.025
中鉸0.01—0.015
精鉸0.005
調整范圍:正負0.03
使用方法:
刀具固定在臥式動力頭上,工件握在操作手中,轉速每分鐘150—200轉左右,旋轉方向麵對操作者反時針,冷卻液為煤油加10%的20號機油,用腳踏開關控制關停。
使用金剛石鉸刀鉸孔,
使用時首先將粗鉸刀裝在動力頭上,調整絞刀上的前後調整螺母,使刀體的1/3伸進閥孔。並用手旋轉閥體,使手感松緊合適。然後打開腳踏開關,雙手握住閥體均勻向前推進,當刀體2/3通過閥孔,即反回。在推進過程中。如果手感越來越緊。且發出吱吱的叫聲,說明鉸削量過大。必須將鉸刀尺寸調小些。如果在推進過程中,手感很松沒有分量,說明鉸削量較小。須將鉸刀尺寸調大些直至得到適合的質量。這時操作者在推進過程中,手感有一定的阻力,且很均勻。
每次銷消隻須一個來回,往復多次會影響精度,及孔徑一至性。一到尺寸舍適程度,鉸削後的閥孔以檢駔合格,即可將一批閥孔全部完成,再依次換上中鉸及精鉸,調整方法和精鉸相同。
如果工作批量不大可隻用粗,精2支鉸刀。這時粗精鉸刀分二次使用,先作粗鉸,調整尺寸後再作中鉸用。
最重要的地方是控制鉸削良,因為鉸削量過大會引起咬刀,而鉸削良偏小會印象圓株度的精度,所以如何調整鉸刀,獲得合適的鉸削量是關鍵。
現以孔¢16+0.005為例,因為粗、中、精三支鉸刀的總鉸削量為0.035—0.04,所以閥孔前道工序留給的鉸削餘量應在¢16-0.03,-0.04左右。
5
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。