| 加工定制:是 | 是否標準件:標準件 | 品牌:SUS/蘇氏 |
| 型號:WD-173 | 是否進口:是 | 材質:鎢鋼 |
| 類別:直柄麻花鑽 | 產品種類:鑽頭 |
本公司代理銷售的產品有:SUS蘇氏鑽頭銑刀系列.美國LW高速鎢鋼銑刀系列.德國GEWEFA 高速刀柄,日本Okazaki岡崎鉸刀系列,日本YAMAWA絲攻板牙.日本三菱/日立刀粒,臺灣LV / HKF 鎢鋼銑刀系列,日本UHT/LIH氣動工具.臺灣一品研磨工具,日本XBC 纖維油石, 日本NACHI / AMADA鋸帶.日本TECLOCK / Mitutoyo 量具、臺灣AW 刀柄, 臺灣CHEN 舍棄式刀桿及CNC周邊附件等,庫存豐富。
直柄鑽頭:

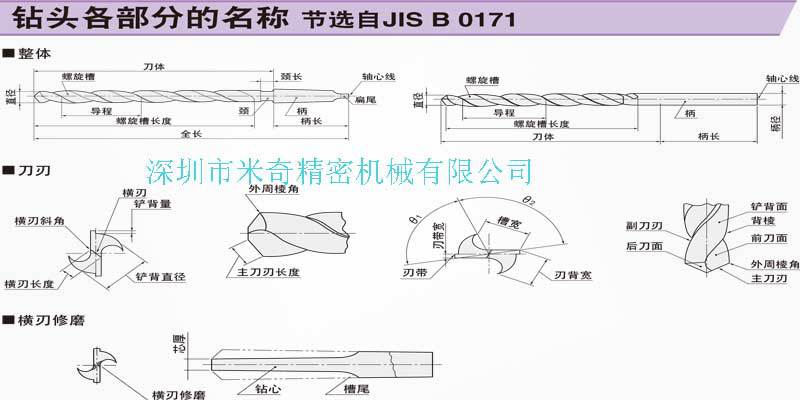
鑽頭各部分的叫法:
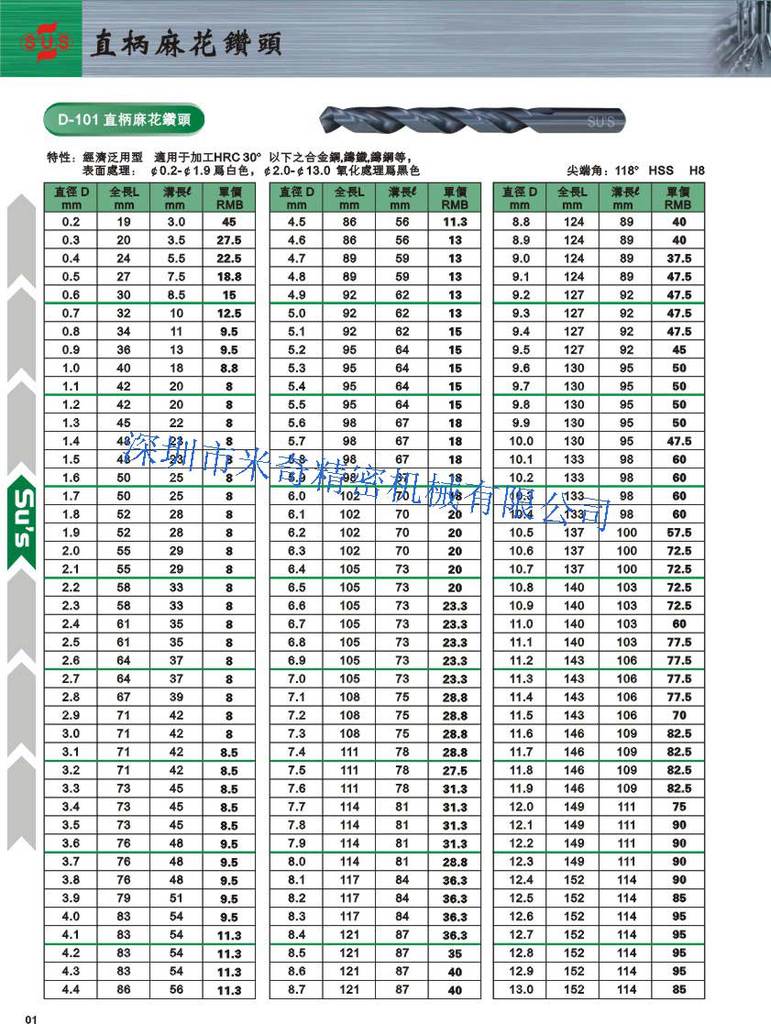
鑽頭規格表:
使用說明:
麻花鑽對於機械加工來說,它是一種常用的鑽孔工具。結構雖然簡單,但要把它真正刃磨好,也不是一件輕松的事。關鍵在於掌握好刃磨的方法和技巧,方法掌握瞭,問題就會迎刃而解。我這裡介紹一下對麻花鑽的手工刃磨技巧。
麻花鑽的頂角一般是118°,也可把它當作120°來看待。刃磨鑽頭主要掌握幾個技巧:
1、刃口要與砂輪麵擺平。
磨鑽頭前,先要將鑽頭的主切削刃與砂輪麵放置在一個水平面上,也就是說,保證刃口接觸砂輪麵時,整個刃都要磨到。這是鑽頭與砂輪相對位置的第一步,位置擺好再慢慢往砂輪麵上靠。
2、鑽頭軸線要與砂輪麵斜出60°的角度。
這個角度就是鑽頭的鋒角,此時的角度不對,將直接影響鑽頭頂角的大小及主切削刃的形狀和橫刃斜角。這裡是指鑽頭軸心線與砂輪表麵之間的位置關系,取60°就行,這個角度一般比較能看得準。這裡要註意鑽頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為瞭擺平刃口而忽略瞭擺好度角,或為瞭擺好角度而忽略瞭擺平刃口。
3、由刃口往後磨後麵。
刃口接觸砂輪後,要從主切削刃往後麵磨,也就是從鑽頭的刃口先開始接觸砂輪,而後沿著整個後刀麵緩慢往下磨。鑽頭切入時可輕輕接觸砂輪,先進行較少量的刃磨,並註意觀察火花的均勻性,及時調整手上壓力大小,還要註意鑽頭的冷卻,不能讓其磨過火,造成刃口變色,而至刃口退火。發現刃口溫度高時,要及時將鑽頭冷卻。
4、鑽頭的刃口要上下擺動,鑽頭尾部不能起翹。
這是一個標準的鑽頭磨削動作,主切削刃在砂輪上要上下擺動,也就是握鑽頭前部的手要均勻地將鑽頭在砂輪麵上上下擺動。而握柄部的手卻不能擺動,還要防止後柄往上翹,即鑽頭的尾部不能高翹於砂輪水平中心線以上,否則會使刃口磨鈍,無法切削。這是最關鍵的一步,鑽頭磨得好與壞,與此有很大的關系。在磨得差不多時,要從刃口開始,往後角再輕輕蹭一下,讓刃後麵更光潔一些。
5、保證刃尖對軸線,兩邊對稱慢慢修。
一邊刃口磨好後,再磨另一邊刃口,必須保證刃口在鑽頭軸線的中間,兩邊刃口要對稱。有經驗的師傅會對著亮光察看鑽尖的對稱性,慢慢進行修磨。鑽頭切削刃的後角一般為10°-14°,後角大瞭,切削刃太薄,鑽削時振動厲害,孔口呈三邊或五邊形,切屑呈針狀;後角小瞭,鑽削時軸向力很大,不易切入,切削力增加,溫升大,鑽頭發熱嚴重,甚至無法鑽削。後角角度磨的適合,鋒尖對中,兩刃對稱,鑽削時,鑽頭排屑輕快,無振動,孔徑也不會擴大。
6、兩刃磨好後,對直徑大一些的鑽頭還要註意磨一下鑽頭鋒尖。
鑽頭兩刃磨好後,兩刃鋒尖處會有一個平面,影響鑽頭的中心定位,需要在刃後麵倒一下角,把刃尖部的平面盡量磨小。方法是將鑽頭豎起,對準砂輪的角,在刃後麵的根部,對著刃尖倒一個小槽。這也是鑽頭定中心和切削輕快的重要一點。註意在修磨刃尖倒角時,千萬不能磨到主切削刃上,這樣會使主切削刃的前角偏大,直接影響鑽孔。
當然,磨鑽頭沒有一定的定式,需要在實際操作中積累經驗,通過比較、觀察、反復試驗,定會把鑽頭磨得更好.
產品展示:
優勢批發臺灣SUS系列鑽頭:

鑽頭組:
進口絲攻-板牙系列批發

購貨須知:
㈠.質量要求、技術標準、我司對質量負責的條件和期限:國傢標準要求客戶圖紙要求,產品保修期限;
㈡.運輸方式及到達站港和費用負擔:由客戶選擇發貨物流公司或者甲方推薦選擇,客戶需收到貨並且驗貨無誤之後,向物流代收款人員支付運費及餘下50%貨款;
㈢.包裝標準:普通包裝或者客戶要求的包裝;
㈣.驗收標準:客戶收到貨物後,按第1款進行檢驗,檢驗合格後提貨;如在提貨前發現有嚴重損壞現象,應及時通知我司,並讓運輸部門出具證明,征得我司同意後才能提貨,否則視為客戶已接受。客戶收到我司貨物後必須出具加蓋貴司公章的收貨確認書(傳真或郵寄)回我司,詳細所列貨物品名、數量。
㈤.付款方式:
客戶需支付50%預訂款。
1)客戶電匯或票匯匯款入到我司銀行帳戶;2)客戶以現金交付到我司財務部。
未經我司同意,客戶將貨款以現金或其他方式交付給其他人員,我司不予認可。
㈥.違約責任:我司在收到客戶的貨款後,一般在⑤個工作日內安排發貨,如不能按時發貨,將提前通知客戶,否則視為違約,我司應退還貨款。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。