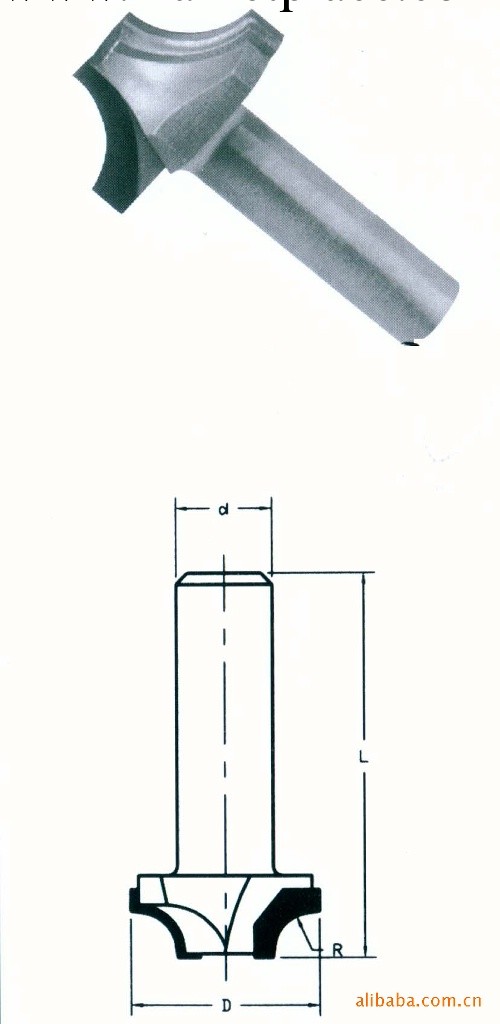
| 品牌:洛克 | 型號:20111 | 是否標準件:非標準件 |
| 標準編號:20100607 | 材質:硬質合金 | 用途:木工鋸片 |
| 是否塗層:非塗層 | 適用機床:木工鋸床 | 規格:100-600 |
| 是否進口:否 | 樣品或現貨:現貨 | 加工定制:是 |
| 是否庫存:非庫存 | 是否批發:批發 |

5 PCD、PCBN刀具的刃磨工藝
5.1 刃磨工藝的選擇
切削刀具刃磨的目的之一是獲取性價比高的切削刃口質量,而質量好壞的關鍵在於刃磨砂輪粒度的選擇。砂輪粒度越細,切削刃崩口越小,而磨削效率越低。為此可根據刀具切削刃的精度、用途(見表1)或其失效程度(見表2),將PCD切削刀具刃磨工藝分為粗、精、細三個加工階段。根據具體情況制訂合理刃磨工藝可大幅度提高加工效率。
表1 按切削刃的精度、用途分類
序號—切刃精度—可選刃磨砂輪粒度—用途
a粗—0.05mm—230/270#~320/400#—粗加工
b精—0.02mm—M20~M40—半精加工
c細—0.005mm—M5~M10—精加工
表2 按刀刃失效程度分類(重磨刀具)
序號—失效程度—可選刃磨砂輪粒度—備註
a粗—切刃破損0.5mm—230/270#~320/400#—或電加工
b精—切刃崩口0.3mm—M20~M40
c細—切刃磨損0.1mm—M5~M10
粗加工對刃口要求不高,可選電加工或磨削加工。電加工效率高,宜用於加工復雜刀具,如印刷電路板用鑽頭、切削強化木地板用成型銑刀等。磨削加工時可選粗粒度砂輪,刃磨時接觸麵積大、磨削力高(300~400N),可快速去除多餘的加工餘量;細加工時選用細粒度砂輪,刃磨時接觸麵積小、磨削力低(100~200N)、磨削發熱量少,但材料去除率低。此階段主要是通過研磨和拋光,進一步改善切削刃口質量。精加工居於二者之中。




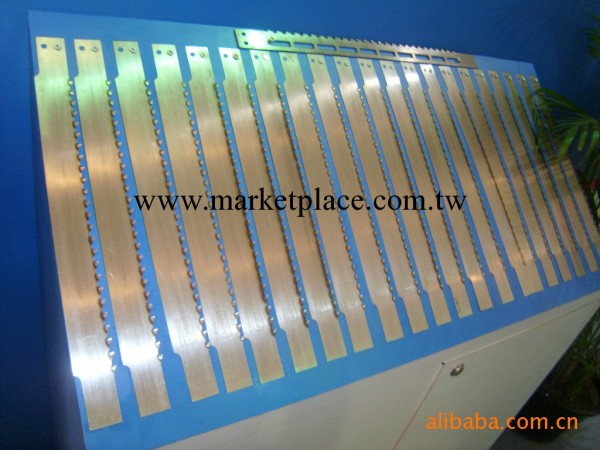
常州洛克超硬工具有限公司公以PCD和PCBN刀具為主打產品,同時代理國內外知名品牌刀具。我公司生產的系列金剛石刀具(PCD刀具)和聚晶立方氮化硼刀具(PCBN刀具)及其它超硬材料工具是公司主導產品之一。PCD刀具適用於切削有色金屬和各種非金屬,比硬質合金及天然金剛石刀具加工效率高而成本低,廣泛應用於汽車、柴油機、摩托車、航天航空、傢電、機器精密機械等行業的活塞、缸套..輪轂、軸承、電樞、電療、箱體、強化木地板等。可切削鋁及鋁合金、銅及銅合金、木材及各種基纖維材料、石材、硬質合金等等領域進行精加工,超精加工;系列PCD木地板刀具包括PCD木工鋸片、PCD木地板精修刀、型刀、扣刀等等專業用於加工強化木地板和復合木地板,在業內擁有較高的性價比;PCBN刀具特別適合各種鐵系金屬的硬態切削,實現以車代磨。不僅提高加工效率,而且大幅度降低瞭加工成本,主要切削各種淬硬鋼、工具鋼、模具鋼、軸承剛(HRC45-70)、冷硬鑄鐵、高鉻鑄鐵、Ni基及CO基高溫合金、各種難加工灰口鑄鐵、其它難加工黑色材料等。我公司以上產品由金剛石復合片(PCD),立方氮化硼復合片(PCBN)等材料精制而成,以合理有效的幾何角度設計,特制焊料和釬焊工藝,以及先進的刃磨設備為保證,為客戶提供高質量的產品。5 PCD、PCBN刀具的刃磨工藝
5.1 刃磨工藝的選擇
切削刀具刃磨的目的之一是獲取性價比高的切削刃口質量,而質量好壞的關鍵在於刃磨砂輪粒度的選擇。砂輪粒度越細,切削刃崩口越小,而磨削效率越低。為此可根據刀具切削刃的精度、用途(見表1)或其失效程度(見表2),將PCD切削刀具刃磨工藝分為粗、精、細三個加工階段。根據具體情況制訂合理刃磨工藝可大幅度提高加工效率。
表1 按切削刃的精度、用途分類
序號—切刃精度—可選刃磨砂輪粒度—用途
a粗—0.05mm—230/270#~320/400#—粗加工
b精—0.02mm—M20~M40—半精加工
c細—0.005mm—M5~M10—精加工
表2 按刀刃失效程度分類(重磨刀具)
序號—失效程度—可選刃磨砂輪粒度—備註
a粗—切刃破損0.5mm—230/270#~320/400#—或電加工
b精—切刃崩口0.3mm—M20~M40
c細—切刃磨損0.1mm—M5~M10
粗加工對刃口要求不高,可選電加工或磨削加工。電加工效率高,宜用於加工復雜刀具,如印刷電路板用鑽頭、切削強化木地板用成型銑刀等。磨削加工時可選粗粒度砂輪,刃磨時接觸麵積大、磨削力高(300~400N),可快速去除多餘的加工餘量;細加工時選用細粒度砂輪,刃磨時接觸麵積小、磨削力低(100~200N)、磨削發熱量少,但材料去除率低。此階段主要是通過研磨和拋光,進一步改善切削刃口質量。精加工居於二者之中。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。